เข้าร่วม TMAX, เป็นตัวแทน!
เข้าร่วม TMAX, เป็นตัวแทน!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
หมายเลขสินค้า:
TMAX-YK-DP400-L01Bการชำระเงิน:
L/C, T/T, Western Union, Credit Cards, Paypalแหล่งที่มาของผลิตภัณฑ์:
Chinaท่าเรือขนส่งสินค้า:
Xiamen Portเวลานำ:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate
1ã แนะนำอุปกรณ์
1. ฟังก์ชั่นอุปกรณ์
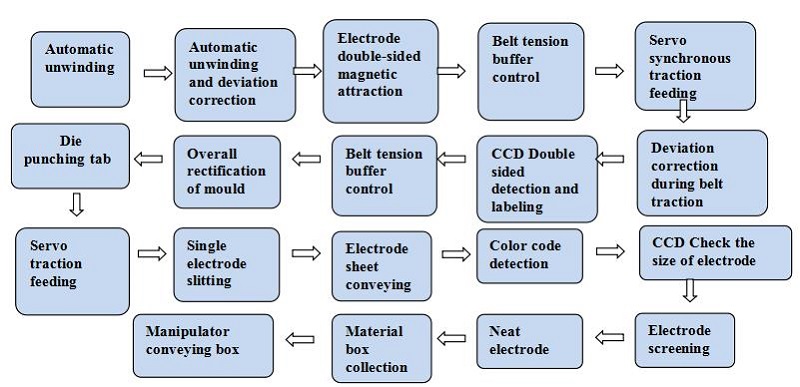
* ฟังก์ชั่นการคลี่คลาย (มีการใช้กลไกการคลี่คลายสองกลไก และเซอร์โวมอเตอร์ควบคุมการคลี่คลายอัตโนมัติอย่างอิสระ);
* ฟังก์ชันแก้ไขความเบี่ยงเบน (แก้ไขความเบี่ยงเบนของกลไกการคลี่คลายและ อิเล็กโทรด ถูกเคลื่อนย้ายก่อนเจาะ);
*ระบบควบคุมความตึงของสายพาน (ความตึงของสายพานถูกควบคุมอย่างอิสระโดยโหมดบัฟเฟอร์สองโหมด ซึ่งสามารถลดการกระวนกระวายใจของสายพานในกระบวนการตัดด้วยแม่พิมพ์สูง)
* โลหะเว้านูนตายใช้ในการขึ้นรูปหูเสาให้เสร็จสมบูรณ์ (ใช้แม่พิมพ์เหล็กทังสเตนซึ่งมีอายุการใช้งานสูงและเสี้ยนเจาะขนาดเล็ก);
* การกำจัดฝุ่นของลูกกลิ้งอุปกรณ์ (การดูดซับฝุ่นของลูกกลิ้งดึง);
* ก่อนการตัดด้วยไดคัท อิเล็กโทรด ถูกแปรงและดูดฝุ่น;
* ฟังก์ชั่นการตัดเศษเดี่ยว (ใช้โครงสร้างขับเคลื่อนเพลาข้อเหวี่ยงควบคุมเซอร์โวเพื่อการตัดที่สมบูรณ์ ใช้แม่พิมพ์เหล็กทังสเตน มีอายุการใช้งานสูงและเสี้ยนเจาะขนาดเล็ก)
* เดี่ยว อิเล็กโทรด ฟังก์ชันการลำเลียง (ใช้สายพานสุญญากาศ 3 เส้นในการลำเลียง อิเล็กโทรด การกำจัดฝุ่นทั้งสองด้านของอิเล็กโทรด อิเล็กโทรด และการคัดกรอง ของผลิตภัณฑ์ที่มีข้อบกพร่องจะดำเนินการในระหว่างกระบวนการลำเลียง);
* การกำจัดฝุ่นทั้งสองด้านของ อิเล็กโทรด (การเก็บฝุ่นด้วยผ้าสักหลาดและฝุ่นแรงดันลบเป็นค่าเริ่มต้น; อุปกรณ์กำจัดฝุ่นที่เป็นไฟฟ้าสถิตแบบไม่สัมผัสถูกสงวนไว้) วิธีการกำจัดฝุ่นนี้เป็นทางเลือก;
*การตรวจจับ CCD สองครั้งและการติดฉลาก อิเล็กโทรด ข้อบกพร่องที่พื้นผิว (CCD ตรวจจับทั้งสองด้านของ อิเล็กโทรดเครื่องติดฉลากจะติดฉลากผลิตภัณฑ์ที่ไม่ผ่านการรับรองหลังจากการตรวจจับและดึงส่วนนี้ผ่านเมื่อมีการสร้างหูเสา อุปกรณ์ไม่มีฟังก์ชันนี้ตามค่าเริ่มต้น และตำแหน่งการติดตั้งถูกสงวนไว้) ฟังก์ชันนี้เป็นทางเลือก;
l การตรวจจับรหัสสีของผลิตภัณฑ์ที่มีข้อบกพร่อง (อิเล็กโทรดตรวจจับมีฉลากที่มีข้อบกพร่อง และอุปกรณ์อิเล็กโทรดจะคัดกรองผลิตภัณฑ์ที่มีข้อบกพร่องโดยอัตโนมัติ);
*การตรวจจับ CCD ขนาด อิเล็กโทรด ขนาดเดียว (สำหรับการตรวจจับขนาดโดยรวม อิเล็กโทรด แต่ละอัน อุปกรณ์จะคัดแยกผลิตภัณฑ์ที่มีข้อบกพร่องออกโดยอัตโนมัติ);
* อิเล็กโทรด ฟังก์ชันการรวบรวม (อิเล็กโทรด ฟังก์ชันการนับได้รับการติดตั้งในกล่องวัสดุ โดยมีฟังก์ชันการเรียงลำดับ อิเล็กโทรด และ อิเล็กโทรดถูกรวบรวมอย่างเรียบร้อยในกล่องวัสดุ);
*ฟังก์ชั่นการแปลงและการลำเลียงตลับคาร์ทริดจ์ (ติดตั้งคาร์ทริดจ์บนเครื่องเล่นแผ่นเสียงและเคสคาร์ทริดจ์จะถูกแปลงโดยอัตโนมัติ ผู้ควบคุมจะแยกเคสคาร์ทริดจ์และเชื่อมต่อสายวัสดุ) สามารถใช้เคสคาร์ทริดจ์ร่วมกับเครื่องเคลือบได้
2. หลักการของอุปกรณ์
หลักการของการป้อนโพลาร์คอยล์อย่างต่อเนื่อง การควบคุมไดพั้นช์และโพลาร์อิมพัลส์ผ่านโหมดลูกเบี้ยวอิเล็กทรอนิกส์ และการควบคุมระยะห่างที่ไม่เท่ากันโดยการลากเซอร์โว
3. กระบวนการดำเนินการของอุปกรณ์
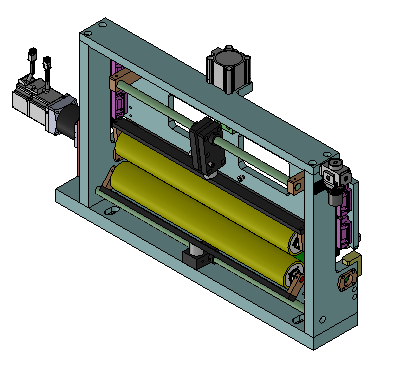
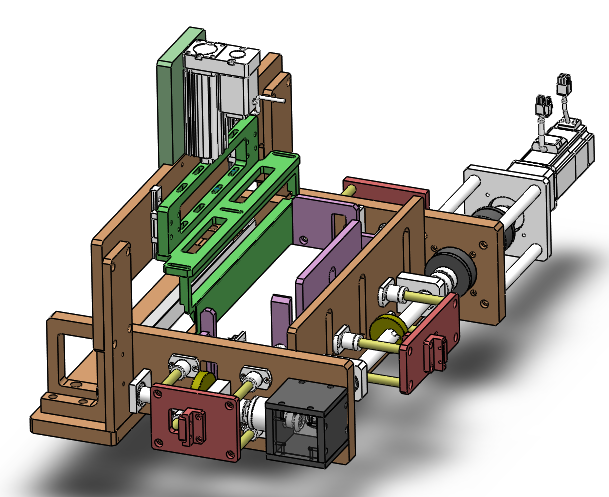
4. โครงสร้างโดยรวม
1) ขนาดï¼4200มม. Lï¼Wï¼1 280 มม.ï¼Hï¼2050 มม.ใช้
2) น้ำหนักï¼1.85T
3) แผนภาพโครงสร้างโดยรวม
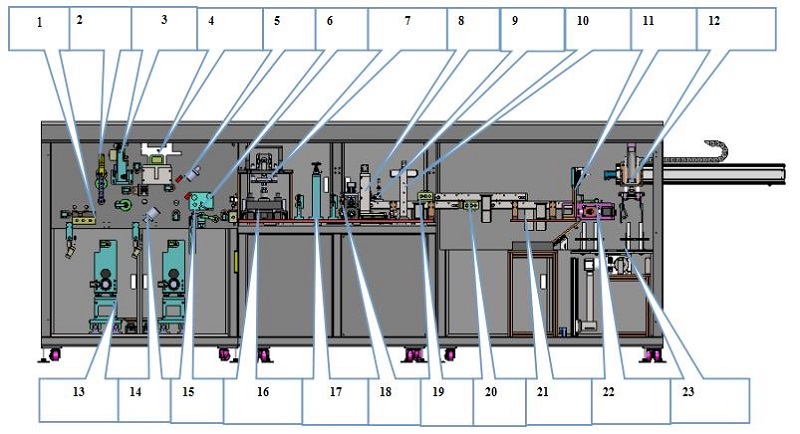
1. ä·ææ¥æå°ï¼แพลตฟอร์มการให้อาหารและรับ
2. å¼ åç¼åæºæï¼กลไกบัฟเฟอร์ความตึง
3. æ»è½®çµå¼æºæï¼กลไกการยึดเกาะของลูกกลิ้ง
4. è¿ç¨çº åç»ä»¶ï¼ส่วนประกอบการแก้ไขกระบวนการ
5. CCDæ£æµï¼การทดสอบ CCD
6. è´´è¶æº:อุปกรณ์ทากาว
7. æè³æå模åç»ä»¶: แถบขึ้นรูปประกอบการตัดตาย
8. è£åæºæ:กลไกการตัด
9. è²æ ä¼ æå¨:เซ็นเซอร์รหัสสี
10. CCDæ£æµæºæ: กลไกการตรวจจับ CCD
11. æ‚¡ååé¤æºæ:กลไกการปฏิเสธ
12. æºæ¢°ææåæºæ:กลไกการจับหุ่นยนต์
13. èªå¨æ¾å·çº åè£ç½®: อุปกรณ์คลี่คลายและแก้ไขความเบี่ยงเบนอัตโนมัติ
14. CCDæ£æµ:การทดสอบ CCD
15. ç¼åæºæ:กลไกแคช
16. 模å·å²åæºæ:กลไกการเจาะด้วยดาย
17. è½ฌåè°èæºæ:สถาบันการปรับการเปลี่ยนแปลง
18. æ»è½®çµå¼æºæ:กลไกการยึดเกาะของลูกกลิ้ง
19. é¤å°æºæ:กลไกการกำจัดฝุ่น
20. é¤å°æºæ:กลไกการกำจัดฝุ่น
21. æ‚¡åæ¶éç:กล่องรับผลิตภัณฑ์มีข้อบกพร่อง
22. æ´é½æçæçæºæ:กลไกอิเล็กโทรดกล่องวัสดุเรียบร้อย
23. è½ฌåæçæºæ:กลไกกล่องการแปลง
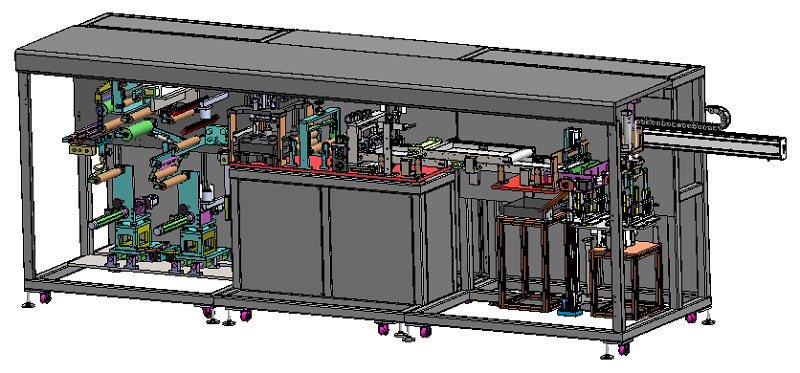
4) แผนภาพลักษณะอุปกรณ์
4ãการแนะนำฟังก์ชันของส่วนประกอบอุปกรณ์
1. อุปกรณ์ให้อาหารอัตโนมัติ
ล เส้นผ่านศูนย์กลางสูงสุดï¼Ï700mmï¼
ลิตร น้ำหนักสูงสุดï¼150กก.ï¼
l เส้นผ่านศูนย์กลางด้านในของปลอกï¼150.2±0.5มม.ï¼
l โหมดคลี่คลายและการป้อน: การป้อนจะดำเนินการโดยตรงโดยรถเข็นเชื่อมต่อโลจิสติกส์หรือแบบแมนนวลï¼
l กลไกการคลายออกใช้โครงสร้างเพลาแบบพองได้ และปลายทั้งสองด้านของเพลาแบบพองได้ติดตั้งตลับลูกปืนกลิ้งซึ่งมีโครงสร้างที่มั่นคงï¼
ล มีแท่นเชื่อมต่อสายพานคอยล์และสายทำเครื่องหมายเสริม ซึ่งสะดวกสำหรับการเชื่อมต่อสายพานแบบแมนนวลï¼
l มีแท่งแม่เหล็กถาวรขนาด 40000gs ด้านหลังโต๊ะรับเพื่อเอาเหล็กออกจากด้านหน้าและด้านหลังของอิเล็กโทรดอิเล็กโทรดï¼
l การเก็บฝุ่นด้วยแปรงลูกกลิ้งสองด้านของชิ้นส่วนขั้วโลกก่อนการตัดด้วยไดคัทï¼
l มีอุปกรณ์กดก่อนตัดไดคัทï¼
l ระบบเซอร์โวใช้ในการควบคุมการคลี่คลายแบบซิงโครนัสเพื่อรักษาความตึงเครียดให้คงที่ï¼
l ช่วงความตึงที่ปรับได้คือ 0-150N และความแม่นยำคือ±10%ï¼
l ก่อนและหลังวัสดุด้านบนและด้านล่าง เพลาม้วนเหวี่ยงจะโยกไปมาâ¤5mmï¼
l ระยะห่างจากส่วนปลายของเพลาไขลานถึงด้านนอกของฝาครอบป้องกันâ¤250mmï¼
ล ด้วยการออกแบบป้องกันความปลอดภัยï¼
l ระบบแก้ไขความเบี่ยงเบนใช้เซ็นเซอร์แก้ไขความเบี่ยงเบน CCD ที่มีความแม่นยำสูงเพื่อควบคุมด้านตรงข้ามและปรับปรุงความแม่นยำในการแก้ไขความเบี่ยงเบน ±0.2 มม..
1. ระบบควบคุมความตึงสายพาน
l การควบคุมความตึงขณะคลี่คลายของสายพานวัสดุประกอบด้วยกลไก 2 ประการï¼
l ส่วนที่คลี่คลายของเพลาขยายอากาศจะถูกควบคุมโดยการแกว่งของกระบอกสูบที่มีแรงเสียดทานต่ำ เพื่อควบคุมความตึงระหว่างกระบวนการคลี่คลายï¼
l ในระหว่างการไดพั้นช์ สายพานจะแกว่งขึ้นและลง และเซอร์โวมอเตอร์จะดึงแกนสกรูเพื่อชดเชย ตัวอย่างเช่น เมื่อแม่พิมพ์ขึ้นและลง เซอร์โวมอเตอร์จะดึงความยาวของชิ้นขั้วอย่างรวดเร็วเพื่อให้แน่ใจว่ามีความตึงเครียดในกระบวนการลำเลียงชิ้นขั้วï¼
ล ส่วนสวิงใช้วาล์วสัดส่วนที่มีความแม่นยำสูง โพเทนชิออมิเตอร์ที่มีความแม่นยำสูง และกระบอกแรงเสียดทานต่ำเพื่อควบคุมการป้อนพร้อมกันï¼
l ก้านสกรูถูกควบคุมโดยปริมาณเซอร์โวอะนาล็อก และสามารถตั้งค่าความตึงได้ตามขนาดของชิ้นเสาï¼
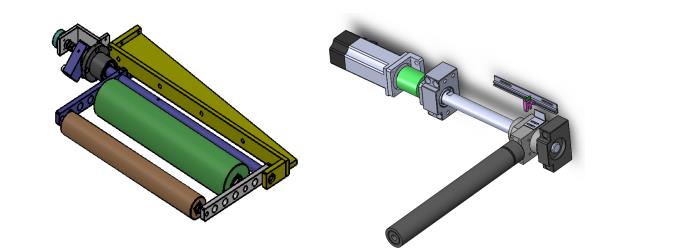
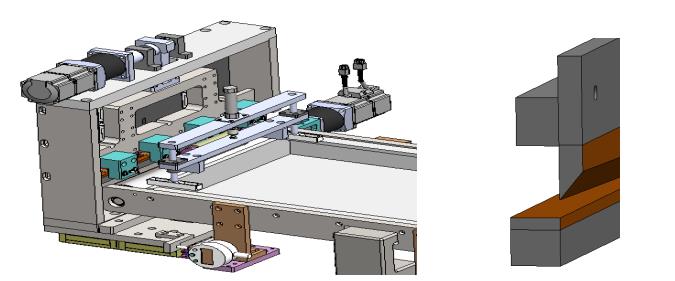
2. แท็บ อุปกรณ์เจาะและขึ้นรูป
l Aใช้แบบฟอร์มเจาะแม่พิมพ์เว้านูนโลหะเพื่อให้การขึ้นรูปของแท็บ แท็บ สมบูรณ์
l การเจาะแม่พิมพ์บนและล่างใช้โหมดการสัมผัสแบบกรรไกรï¼
l เพลาข้อเหวี่ยงที่ขับเคลื่อนด้วยเซอร์โวใช้เพื่อดำเนินการเจาะด้วยความเร็วสูงของแม่พิมพ์ และชิ้นส่วนเสาไม่มีความเสียหาย ผงตกลง มุมแหลมคม และข้อบกพร่องอื่น ๆ ในระหว่างกระบวนการหั่นï¼
ล การถอดประกอบและติดตั้งแม่พิมพ์ทำได้ง่าย และปรับความกว้างของเสาได้ง่าย สามารถตอบสนองชิ้นส่วนเสาขนาดต่างๆ ภายในช่วงที่กำหนด และเวลาเปลี่ยนน้อยกว่า 1 ชั่วโมงï¼
l มีการติดตั้งอุปกรณ์รวบรวมขยะรูปทรงกรวยไว้ใต้แม่พิมพ์ และของเสียที่เกิดขึ้นหลังจากการเจาะและตัดสามารถดูดเข้าไปในอุปกรณ์ช่องทางได้ทันที จากนั้นรวบรวมลงในกล่องรีไซเคิลขยะ (ทำความสะอาดหนึ่งครั้งต่อกะ เวลาทำความสะอาด ⤠5 นาที)ï¼
l แม่พิมพ์ด้านบนของแม่พิมพ์มีฟังก์ชันการระบายความร้อนด้วยแรงดันบวกเพื่อยืดอายุการเจาะของแม่พิมพ์ï¼
l กลไกการเจาะมีการติดตั้งไฟเบอร์ออปติกป้องกันความปลอดภัยและฝาครอบป้องกันความปลอดภัยï¼
l ระบบใช้เซ็นเซอร์แก้ไขความเบี่ยงเบน CCD ที่มีความแม่นยำสูงเพื่อปรับปรุงความแม่นยำในการแก้ไขความเบี่ยงเบนï¼â¥0.2mmï¼
l พารามิเตอร์ของ อิเล็กโทรด หลังจากเจาะï¼
3.อุปกรณ์ดึงสายพาน
l กระบวนการดึงและลำเลียงสายพานวัสดุประกอบด้วยชุดประกอบลูกกลิ้งดึงสองชุดï¼
l ชุดแรกของกระบวนการม้วนสายควบคุมความเร็วสูงที่ลำเลียงการซิงโครไนซ์ï¼
l ชุดที่สองของชิ้นส่วนเสาเจาะตรงกลางควบคุมความเร็วสูงชุดที่ 2 ลำเลียงการซิงโครไนซ์ï¼
l ใช้ฟังก์ชันการป้อนระยะทางที่ไม่เท่ากันในการควบคุมเซอร์โวï¼
l มีล้อนำ สีแทน อยู่ด้านหน้าลูกกลิ้งดึงเพื่อป้องกันไม่ให้ แท็บ ลดราคาหลังการตัดด้วยไดคัท สามารถปรับล้อนำทางได้อย่างง่ายดายเมื่อเปลี่ยนรุ่นï¼
l ลูกกลิ้งสองตัวติดตั้งลูกกลิ้งดูดซับผงโดยตรงเพื่อขจัดฝุ่นที่สะสมระหว่างการดึงลูกกลิ้งï¼
ล ลูกกลิ้งกดถูกบีบอัดโดยอัตโนมัติด้วยกระบอกลม ซึ่งสะดวกสำหรับการทำเกลียว.
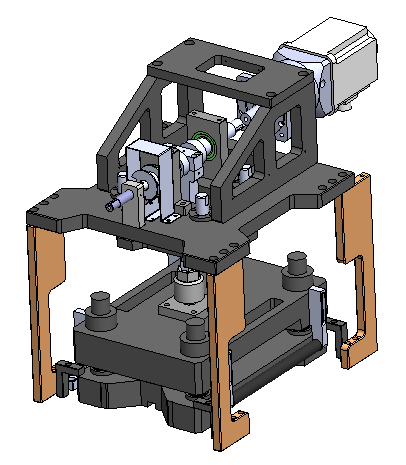
4.กลไกการตัด
l In กระบวนการตัดเสาสไลซ์ มีฟังก์ชันกดล่วงหน้าที่ด้านหน้าและลูกกลิ้งดึงที่ด้านหลังเพื่อให้แน่ใจว่ามีความเหนียวของชิ้นเสาก่อนการตัดและความแม่นยำของมิติของ การตัดผงเสาชิ้น
l หลังการตัด อุปกรณ์จะติดตั้งใยแก้วนำแสงแบบเหนี่ยวนำเพื่อป้องกันไม่ให้มีดขั้วโลกถูกเข้าใจผิดว่าเป็นขยะหลายชิ้น
l เครื่องตัดด้านล่างติดตั้งด้วยสุญญากาศเพื่อดูดซับฝุ่น
l มีดเหล็กทังสเตนแบบฝังถูกนำมาใช้เพื่อลดต้นทุนการบำรุงรักษาและการเปลี่ยนï¼
l การตัดมีฟังก์ชันการนับ
5.อิเล็กโทรด ฟังก์ชันแก้ไขในกล่องป้อนอาหาร
l ในระหว่างการทำงานของ อิเล็กโทรด เซอร์โวมอเตอร์จะขับเคลื่อนกลไกการเรียงลำดับเพื่อแก้ไข อิเล็กโทรด;
l หลังจากแก้ไขแล้ว อิเล็กโทรด จะถูกซ้อนกันในกล่องวัสดุเพื่อให้แน่ใจว่า อิเล็กโทรด ในกล่องวัสดุนั้นเรียบร้อยï¼
l กล่องวัสดุมีฟังก์ชันการนับ และชิ้นส่วนเสาไม่มีความเสียหาย การจีบ การดัดงอ รอยขีดข่วน และข้อบกพร่องอื่นๆ ระหว่างการทำงานและการซ้อนï¼
l เมื่อ อิเล็กโทรด ในกล่องวัสดุเต็ม มันจะสลับไปที่กลไกบัฟเฟอร์โดยอัตโนมัติเพื่อรับวัสดุ
5ãอุปกรณ์กำจัดฝุ่น (อุปกรณ์เสริม)
l 1) ล้อผ้าขนสัตว์ แรงดันลบในการเก็บฝุ่น
l อุปกรณ์ใช้ล้อขนสัตว์และวิธีการกำจัดฝุ่นแรงดันลบ ซึ่งมีผลในการกำจัดฝุ่นที่ดี ประสิทธิภาพสูง และต้นทุนต่ำ
l เมื่อ ไฟฟ้าtrode ผ่านปลายทางเข้าของหัวทำความสะอาด หมุนแปรงขับเพื่อกวาดผงเพื่อขจัดฝุ่นบนพื้นผิวของ อิเล็กโทรดï¼
l ต่อจากนั้น ชิ้นส่วนเสาจะได้รับลมแรงดันลบภายในเพื่อดูดซับฝุ่นและฝุ่นที่ลอยอยู่บนล้อแปรงï¼
l ฝุ่นจะถูกสะสมอยู่ในพัดลมแรงดันลบ ซึ่งทำความสะอาดง่าย (เดือนละครั้ง เวลาทำความสะอาด ⤠5 นาที)
l 1) กำจัดฝุ่นแบบไม่สัมผัส
l ใช้วิธีการกำจัดฝุ่นแบบไม่สัมผัสของลมไอออนแรงดันสูง ซึ่งมีผลในการกำจัดฝุ่นที่ดี ประสิทธิภาพสูง และต้นทุนสูง
l เมื่อ อิเล็กโทรด ผ่านปลายทางเข้าของหัวทำความสะอาด เมฆไอออไนซ์ที่นี่และไฟฟ้าสถิตบนพื้นผิวคอยล์จะถูกกำจัดออก
l จากนั้น อิเล็กโทรด ได้รับผลกระทบจากการไหลของอากาศปั่นป่วนที่เกิดจากลมเป่าและสุญญากาศภายในของอุปกรณ์หัวทำความสะอาดï¼
l ผลกระทบของการไหลของอากาศปั่นป่วนทำให้เกิดการเฟรตความถี่สูงของ eอิเล็กโทรดï¼
l การทำงานร่วมกันของเฟรตความถี่สูงและการไหลของอากาศที่ปั่นป่วนของอิเล็กโทรด อิเล็กโทรด ทำให้ชั้นเชื่อมต่ออากาศแตกสลายบนพื้นผิวของชิ้นส่วนเสา และในเวลาเดียวกัน มลพิษก็ปล่อยออกมา โดยชั้นอินเทอร์เฟซจะถูกดูดเข้าไปในการไหลของอากาศสุญญากาศï¼
l เมื่อ อิเล็กโทรด ออกจากหัวทำความสะอาด ชิ้นส่วนขั้วจะผ่านเมฆไอออนอื่นเพื่อป้องกันมลภาวะทุติยภูมิบนพื้นผิวของอิเล็กโทรด
6.คุณสมบัติการออกแบบ
|
คุณสมบัติ |
ข้อดี |
|
การทำความสะอาดแบบไม่สัมผัส |
หลีกเลี่ยงความเสี่ยงที่จะเกิดรอยและความเสียหายบนพื้นผิวของ อิเล็กโทรด และในเวลาเดียวกัน ไม่ส่งผลต่อการตรวจจับการติดตามตำแหน่งของ อิเล็กโทรด บนสายพาน |
|
บูรณาการการควบคุมไฟฟ้าสถิต |
ลดไฟฟ้าสถิตย์ เพิ่มประสิทธิภาพการทำความสะอาด และโพลาไรซ์มลพิษทุติยภูมิล่วงหน้าบนพื้นผิวของแผ่นได้อย่างมีประสิทธิภาพ |
|
ระบบ "พอร์ตคงที่" ที่ไม่ซ้ำใคร |
การเชื่อมต่อท่อของหัวทำความสะอาดได้รับการแก้ไขแล้ว และการติดตั้งหัวทำความสะอาดนั้นง่ายกว่า |
|
สมดุลปริมาตรอากาศ |
สามารถควบคุมค่าเบี่ยงเบนระหว่างปริมาตรการเป่าและการไหลของอากาศสุญญากาศได้อย่างสมบูรณ์ |
|
การควบคุมสุญญากาศอัตโนมัติ |
ลดความถี่ในการปรับด้วยตนเองโดยผู้ปฏิบัติงาน รักษาผลการทำความสะอาดที่ดีที่สุดโดยอัตโนมัติ <1,049 <1,050 |
<1,055 ชิ้นส่วนที่ไม่มีการสูญเสีย |
<1,058
<1,059
<1,060
<1,062 ต้นทุนการดำเนินงานต่ำกว่า |
<1,065
<1,066
<1,067
|
การทำงานเงียบ <1,075 |
ไม่มีปัญหาด้านสุขภาพและความปลอดภัยที่เกิดจากเสียงรบกวน |
7.แผนผังการตรวจจับและการติดฉลาก CCD (อุปกรณ์เสริม)

<1,095
<1,096
<1,099 8. ฟังก์ชันระบบ
ล การจำแนกประเภทอัจฉริยะ: การใช้การเรียนรู้ของเครื่องและเทคโนโลยีปัญญาประดิษฐ์ การเรียนรู้ด้วยตนเองและการจำแนกอัตโนมัติสามารถดำเนินการตามคำจำกัดความหมวดหมู่ข้อบกพร่องของผู้ใช้
l PostgreSQL: ใช้ฐานข้อมูลโอเพ่นซอร์สที่ทันสมัยที่สุดเพื่อจัดเก็บอิมเมจที่มีข้อบกพร่อง เช่น ตำแหน่งที่มีข้อบกพร่อง ขนาด และข้อมูลอื่นๆï¼
l การเก็บถาวรอัตโนมัติ: สามารถสำรองข้อมูลข้อบกพร่องไปยังอุปกรณ์หรือระบบภายนอกได้โดยอัตโนมัติตามการตั้งค่าของผู้ใช้
l รายงานที่หลากหลาย: จัดทำรายงานผลการทดสอบและข้อมูลทางสถิติในรูปแบบของตารางและกราฟ
l การวิเคราะห์ความเรียบของพื้นผิว: แสดงความเรียบของพื้นผิวของวัสดุแบบเรียลไทม์ด้วยระบบดิจิทัลï¼
l อินเทอร์เฟซการทำงานที่ใช้งานได้จริงและสะดวกสบาย: สามารถกำจัดและทำเครื่องหมายข้อบกพร่องร้ายแรงและฟังก์ชันเชิงปฏิบัติอื่น ๆ ซึ่งสะดวกสำหรับผู้ปฏิบัติงานในการทำงาน;
ล อินเทอร์เฟซ IO: ให้สัญญาณอินพุตและเอาต์พุตเช่นสัญญาณเตือน กระดาษแตก การเปลี่ยนม้วน เริ่มต้นและหยุด
l อินเทอร์เฟซจากโรงงาน: ขึ้นอยู่กับระบบปฏิบัติการ Windows สามารถเชื่อมต่อกับระบบและอุปกรณ์อื่นๆ ของลูกค้าผ่าน tcp/ip, Ethernet, OPC และอินเทอร์เฟซอื่นๆï¼
l การบำรุงรักษาการเข้าถึงระยะไกล: ภายใต้เงื่อนไขที่อุปกรณ์เชื่อมต่อกับอินเทอร์เน็ต ระบบสามารถอัปเกรดและบำรุงรักษาผ่านการเข้าถึงระยะไกลทางอินเทอร์เน็ตได้ï¼
l การสนับสนุนด้านเทคนิค: การสนับสนุนเครือข่ายและสายด่วน 7 x 24 ชั่วโมง
l Dอินเทอร์เฟซระบบการตรวจจับ
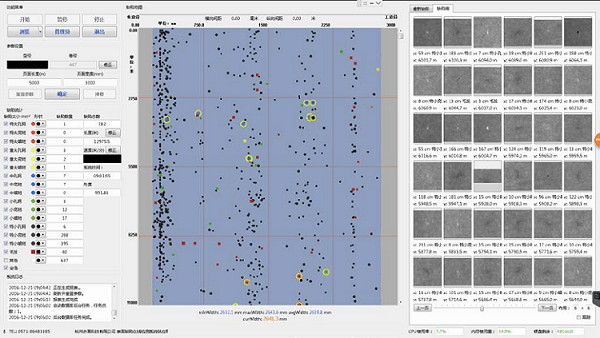
l อินเทอร์เฟซการดูรายงาน
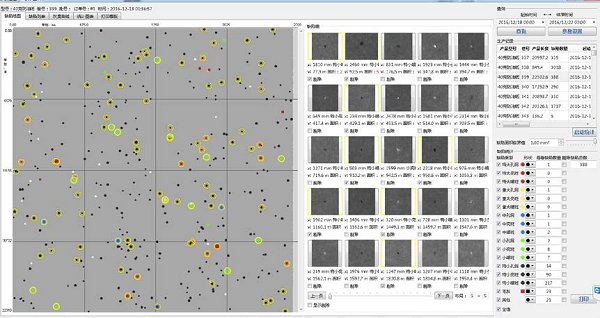
l dรายงานการกำจัดข้อบกพร่อง
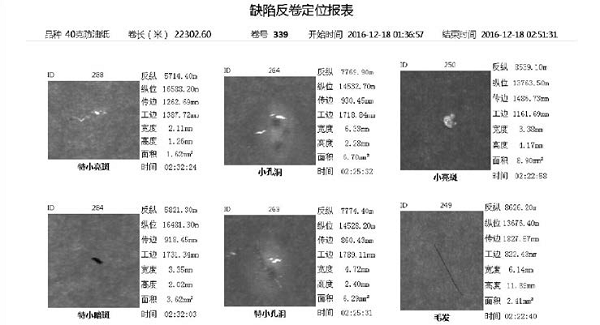
l ตารางดัชนีความแม่นยำในการตรวจจับข้อบกพร่องหลัก
Lอุปกรณ์เครื่องจักรที่รองรับe:
พร้อมกับชุดเครื่องติดฉลาก ความเร็วในการติดตรงกับความเร็วในการตัด และสามารถปรับเส้นกึ่งกลางการติดฉลากและระยะห่างขอบด้านในของชิ้นส่วนเสาได้ด้วยความแม่นยำ ± 2 มม.
ขนาดฉลาก: กว้าง 12 มม. และยาว 14 มม. ซึ่งผู้ใช้สามารถปรับแต่งได้
|
สเอ็น |
รายการ |
สเปค |
หมายเหตุ |
|
1 |
ความกว้างฟีด |
300-420มม.ï¼รวมแท็บï¼ |
|
|
2 |
ความหนาของวัสดุที่เข้ามา |
แคโทดï¼9-200μm ï¼ขั้วบวกï¼9-200μm |
|
|
3 |
เส้นผ่านศูนย์กลางด้านในของดรัมปล่อย |
6นิ้ว Ï150.2มม. |
|
|
4 |
ระบบที่ใช้งานได้ |
ลิเธียมเหล็กฟอสเฟต, ลิเธียมโคบอลต์ออกไซด์, ลิเธียมแมงกาเนต, วัสดุไตรภาค, กราไฟท์และแบตเตอรี่อื่น ๆ และระบบสารละลายตัวเก็บประจุ |
|
|
5 |
เส้นผ่านศูนย์กลางภายนอกของ อิเล็กโทรด แผ่น |
â¤Ï700มม. |
|
|
6 |
วิธีการเคลือบ |
เคลือบต่อเนื่อง |
|
|
7 |
ข้อผิดพลาดด้านความกว้างของการเคลือบขาเข้า |
â¤Â±2มม. |
|
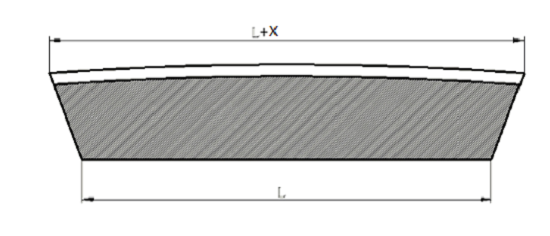
l ข้อผิดพลาดที่เท่ากันของหน้าปลายที่คดเคี้ยวเข้ามาï¼Â±5มม.ï¼
l ข้อผิดพลาดกลับกลอกï¼X±2mm/mï¼
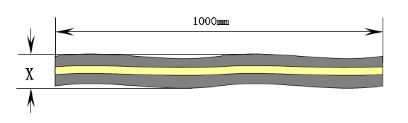
l อิเล็กโทรด คลื่นï¼X±5mm/mï¼
l รับประกันอายุการใช้งานของแม่พิมพ์ และการเปลี่ยนแปลงความหนาของวัสดุที่ตำแหน่งการตัดของแม่พิมพ์น้อยกว่า 10 μ m
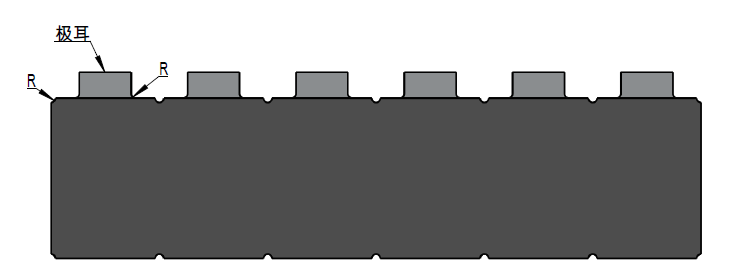
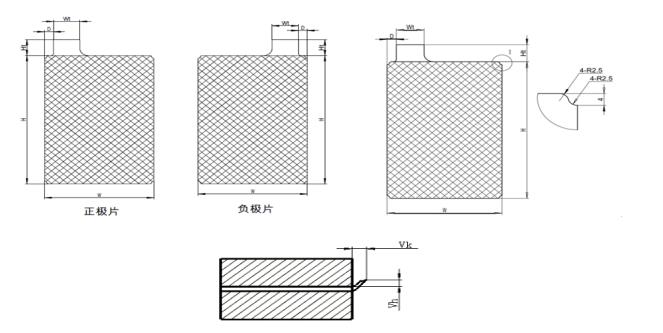
Cãกระบวนการผลิตอุปกรณ์
|
ช่วงขนาดและความแม่นยำของ อิเล็กโทรด หลังจากเจาะ |
||||
|
สเอ็น |
รายการ |
ขนาดï¼มม.ï¼ |
ความแม่นยำ |
หมายเหตุ |
|
1 |
อิเล็กโทรด W |
40~110 |
±0.2มม. |
|
|
2 |
อิเล็กโทรด H |
60~160 |
±0.25มม. |
|
|
3 |
อิเล็กโทรด Ht |
10~30 |
±0.2มม. |
|
|
4 |
อิเล็กโทรด Dระยะห่าง |
5~20 |
±0.25มม. |
|
|
5 |
อิเล็กโทรด น้ำหนัก |
6~65 |
±0.2มม. |
|
|
6 |
เสี้ยน vh |
â¤7um |
|
|
|
7 |
เสี้ยน vk |
â¤25um |
|
|
DÃพารามิเตอร์ดัชนีทางเทคนิคของอุปกรณ์
|
SN |
รายการ |
สเปค |
|
1 |
วิธีการเจาะ |
การเจาะแบบตายตัว |
|
2 |
อายุการใช้งานของแม่พิมพ์สำหรับ แท็บ และทำเครื่องหมายรู |
แม่พิมพ์อิเล็กโทรดเชิงลบ 1 ล้านครั้ง / การเจียร, เวลาในการเจียรแม่พิมพ์ ⥠10 ครั้ง 800,000 ครั้ง / การเจียรแม่พิมพ์เชิงบวก และจำนวนการเจียรแม่พิมพ์ ⥠10 ครั้ง อายุการใช้งานรวมของมีดไดคัทหลังการซ่อมแซม: ⥠10 ล้านครั้ง |
|
3 |
สภาพการโหลด |
ฟังก์ชันการโหลดม้วนแบบแมนนวล อุปกรณ์สามารถรับรู้ถึงฟังก์ชันการตรวจจับวัสดุตกค้างและสัญญาณเตือน สามารถแยกแยะระหว่างเทปปิดปลายม้วนและเทปต่อเทปได้ (สีเทปต่างกัน) |
|
4 |
อิเล็กโทรด อุปกรณ์แก้ไขความเบี่ยงเบน |
<2549
รับประกันความแม่นยำในการแก้ไขความเบี่ยงเบนที่ 0.1 มม. บนสมมติฐานที่ว่าวัสดุไม่มีข้อบกพร่องที่ขอบ |
|
5 |
อิเล็กโทรด การควบคุมความตึง |
ความแม่นยำในการควบคุมแรงดึงï¼10% |
|
6 |
แม่พิมพ์ปั๊มขึ้นรูป |
SKD-11 + เหล็กทังสเตนโลหะผสมนำเข้า |
|
7 |
อุปกรณ์กำจัดฝุ่น |
กำจัดฝุ่นทั้งสองด้านของ อิเล็กโทรด หลังจากเจาะ |
|
8 |
การดูดซับแม่เหล็ก |
â¥40000GSแท่งแม่เหล็กถาวร |
|
9 |
CCD การทดสอบ |
ชุดอุปกรณ์ตรวจจับ CCD ติดตั้งอยู่ที่ด้านหน้าและด้านหลังของชิ้นส่วนเสาตามลำดับ |
|
10 |
CCD การกำหนดค่า |
8K กล้อง 2 ชิ้น,แหล่งกำเนิดแสง 2 ชิ้น |
|
11 |
CCD ขอบเขตการตรวจจับ |
สูงสุด450มม.ï¼ความกว้างของการเคลือบ:400มม.ï¼ |
|
12 |
CCD รายการทดสอบ |
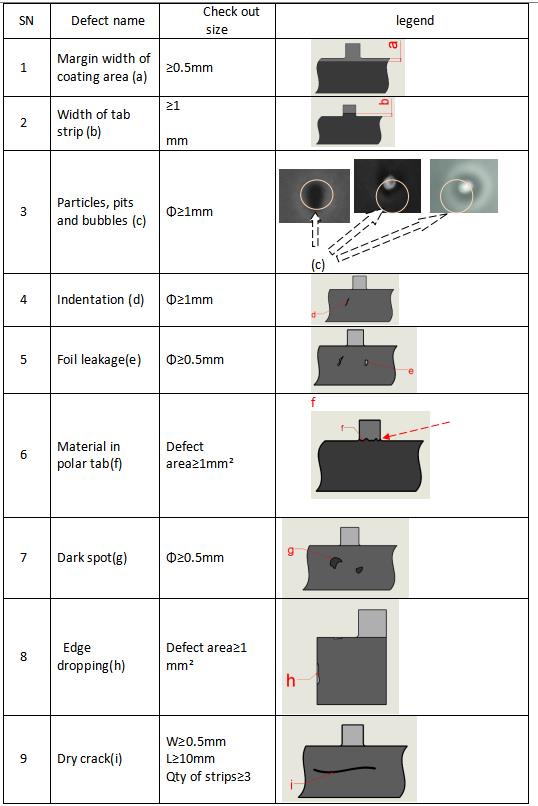
ข้อบกพร่องในการเคลือบชิ้นส่วนขั้วแบตเตอรี่ลิเธียมมาตรฐาน เช่น ฟอยล์เปลือย วัสดุแห้ง จุดด่างดำ รอยขีดข่วน สิ่งแปลกปลอม ฯลฯ |
|
13 |
CCD รายการทดสอบ |
Transverse0.1mmÃPลักษณะ:0.1มม. (การตรวจจับที่ดีที่สุด สถานะ)ï¼80ม./นาที ความเร็วตัด) |
|
14 |
ซีซีดี ฟังก์ชันอื่นๆ ของระบบ |
สามารถจัดเตรียมเอาต์พุตแจ้งเตือนหรือการติดฉลากได้ตามขนาด ประเภท ความหนาแน่น ตำแหน่งการตัด และระยะเวลาที่เกิดข้อบกพร่อง ข้อมูลข้อบกพร่องที่ตรวจพบทั้งหมดจะถูกจัดเก็บไว้ในฐานข้อมูล SQL ในแต่ละวอลุ่ม หรือส่งออกไปยังระบบจัดการข้อมูลของโรงงานหรือฐานข้อมูลมาตรฐานต่างๆ ซอฟต์แวร์ Reportranger สามารถส่งออกรายงานอัตโนมัติต่างๆ เกี่ยวกับการผลิตและการจัดการคุณภาพได้โดยอัตโนมัติหรือด้วยตนเองตามความต้องการ และสามารถตั้งค่าได้ตามความต้องการของลูกค้า ติดฉลากที่ขอบของวัสดุได้อย่างแม่นยำ และร่วมมือกับกระบวนการดาวน์สตรีมเพื่อค้นหาและจัดการกับข้อบกพร่องต่างๆ ได้ดียิ่งขึ้น . |
|
15 |
กลไกการติดฉลาก |
กลไกการตัดและการติดฉลากฉลาก ความเร็วในการติดฉลากตรงกับความเร็วในการดึง และเครื่องติดฉลากอยู่ที่ แท็บ |
|
16 |
เมส ระบบ |
อุปกรณ์กระบวนการทั้งหมดที่ใช้ต้องมีอินเทอร์เฟซระบบ MES |
|
17 |
ประสิทธิภาพ |
â¥120ppmï¼อัตราการเคลื่อนย้ายâ¥95%ï¼อัตราที่ผ่านการรับรองâ¥98% |
|
18 |
เวลาเปลี่ยนแปลงด่วน |
รูปแบบของแม่พิมพ์ทดแทนเดี่ยวจะต้องไม่เกิน 1คน*1H |
|
19 |
ข้อกำหนดอื่นๆ |
1. A. การอัพเดตโปรแกรมอุปกรณ์สามารถทำได้ผ่านระยะไกล ข. การตรวจจับฮาร์ดแวร์ (ไฟฟ้า); โน้ตบุ๊กที่มีเครือข่ายได้รับการกำหนดค่าในโหมดระยะไกล และติดตั้งซอฟต์แวร์ที่จำเป็นสำหรับการควบคุมระยะไกลบนโน้ตบุ๊ก ผู้ผลิตอุปกรณ์รับรู้การควบคุมระยะไกลด้วยอุปกรณ์ผ่านโน้ตบุ๊ก เพื่อความปลอดภัยของข้อมูล จะมีการติดตั้งโปรแกรมตรวจสอบบนโน้ตบุ๊กเพื่อตรวจสอบข้อมูลทั้งหมดที่แลกเปลี่ยนผ่านโน้ตบุ๊ก 2. การจัดการอุปกรณ์ตามลำดับชั้น: ต้องมีอย่างน้อยสามระดับ ระดับสูงสุดคืออำนาจการจัดการของอุปกรณ์ ซึ่งสามารถรับรู้การทำงานใดๆ บนอุปกรณ์และรีเซ็ตรหัสผ่านทั้งหมดได้ ระดับที่สองคือการเปลี่ยนแปลงพารามิเตอร์ทั้งหมดของอุปกรณ์และตระหนักถึงการทำงานของอุปกรณ์ ระดับต่ำสุดคือการทำงานของอุปกรณ์และการเปลี่ยนแปลงการดำเนินการบางอย่าง ฟังก์ชั่นการบันทึกเวลาการทำงานของอุปกรณ์ เนื้อหาการบันทึกจะต้องแบ่งออกเป็นเวลาการทำงานอัตโนมัติ เวลาสแตนด์บาย เวลาการทำงานด้วยตนเอง และเวลาล้มเหลว เวลาเครื่องจักรหมายถึงเวลาที่อุปกรณ์เปิดอยู่แต่ไม่มีการดำเนินการใด ๆ และเวลาที่เกิดข้อผิดพลาดถูกกำหนดเป็นเวลาก่อนที่อุปกรณ์จะล้มเหลวและข้อความแสดงข้อผิดพลาดจะไม่ถูกกำจัด และเวลาที่กดปุ่มหยุดฉุกเฉิน ; การทำงานอัตโนมัติและการทำงานด้วยตนเองเป็นเวลาการทำงานปกติของอุปกรณ์โดยไม่มีข้อผิดพลาดและข้อผิดพลาด ซึ่งสามารถแยกแยะได้ตามโหมดการทำงานที่เลือก บันทึกการปฏิบัติงานอย่างน้อย 2 วันจะต้องถูกเก็บไว้ในอุปกรณ์ บันทึกการปฏิบัติงานจะถูกบรรจุและส่งไปยังระบบ MES หรือระบบการจัดการอื่นๆ วันละครั้ง และอัพโหลดโดย FTP ไฟล์ที่อัพโหลดจะต้องอยู่ในรูปแบบ CSV ฟังก์ชั่นการบันทึกการเปลี่ยนแปลงพารามิเตอร์อุปกรณ์ |
|
20 |
มาตรฐานการสั่นสะเทือน |
ความเข้มของการสั่นสะเทือนต้องเป็นไปตามมาตรฐานสากล ISO-2372 สำหรับการสั่นสะเทือนของอุปกรณ์ (ความเข้มของการสั่นสะเทือน ⤠0.45 มม./วินาที) |
|
21 |
อุปกรณ์ความปลอดภัย |
1. กลไกการเจาะ กลไกการตัด และกลไกอื่นๆ มีประตูป้องกันความปลอดภัยเพื่อป้องกันไม่ให้ผู้ปฏิบัติงานเข้าและออกแบบวงจรป้องกันการเปิดประตูและฟังก์ชันหยุดฉุกเฉิน และมีคำเตือนด้านความปลอดภัย 2. ตัวบ่งชี้สัญญาณเตือนข้อผิดพลาดคือเสาไฟสามสีและสัญญาณเตือน Buzzer และมีการแสดงบันทึกบนแผงหน้าจอสัมผัส |
EÃส่วนประกอบหลักของอุปกรณ์
|
สเอ็น |
ชื่อ |
แบรนด์ |
|
1 |
บมจ |
พานาโซนิค |
|
2 |
หน้าจอสัมผัส |
ไวน์วิว |
|
3 |
ตัวแปลงความถี่ |
ชไนเดอร์ |
|
4 |
เซอร์โวมอเตอร์ |
พานาโซนิค |
|
5 |
สเต็ปเปอร์มอเตอร์ |
เล่ยไซ |
|
6 |
ส่วนประกอบกระบอกสูบและนิวแมติกส์ |
บตท. |
|
7 |
รางนำเชิงเส้นตรง, แกนสกรู |
THK |
|
8 |
เซนเซอร์ |
คีนส์ |
|
9 |
แบริ่ง |
นสเค |
|
10 |
โซลินอยด์วาล์ว |
บตท. |
|
11 |
ตัวควบคุมอุณหภูมิ |
ออมรอน |
|
12 |
วาล์วควบคุมอัตโนมัติ |
เซี่ยงไฮ้ ซียี่ |
|
13 |
เกจสุญญากาศ / เกจวัดความดัน |
บตท. |
|
14 |
ส่วนประกอบไฟฟ้าแรงดันต่ำ |
ชไนเดอร์ |
|
15 |
CDD การทดสอบ |
เทคโนโลยี Chixiao |
|
16 |
แม่พิมพ์ |
เว่ยเซิง |
|
17 |
เสานำดาย |
มิซูมิ |
|
18 |
ใยแก้วนำแสง |
พานาโซนิค |
|
19 |
สวิตช์แม่เหล็ก |
บตท. |
|
20 |
ส่วนประกอบไฟฟ้าแรงดันต่ำ |
ชไนเดอร์ |
FÃสภาพแวดล้อมการใช้อุปกรณ์
สเอ็น |
รายการ |
หน่วย |
สเปค |
หมายเหตุ |
|
|
1 |
กำลังไฟทั้งสาย |
กิโลวัตต์ |
15 |
380V, 3 เฟส |
|
|
2 |
อัดอากาศ |
ความดัน |
เมปาสคาล |
0.5ï½0.8 MPa |
|
|
|
|
การบริโภค |
ลิตร/นาที |
50 |
|
|
3 |
สุญญากาศ |
ระดับสุญญากาศ |
ปาสคาล |
/ |
|
|
|
|
การบริโภค |
ลบ.ม./ชม. |
/ |
|
|
|
|
การบริโภค |
ลบ.ม./ชม. |
/ |
|
|
4 |
ไนโตรเจน |
ความดัน |
เมกะปาสคาล |
/ |
|
|
|
|
การบริโภค |
ลบ.ม./ชม. |
/ |
|
|
5 |
ปริมาณการใช้น้ำประปา |
ลบ.ม./ชม. |
/ |
|
|
|
6 |
ประมวลผลน้ำหล่อเย็น |
อุณหภูมิ |
â |
/ |
|
|
|
|
การบริโภค |
ลบ.ม./ชม. |
/ |
|
|
หมายเหตุ: จะต้องกรอกพารามิเตอร์ที่เกี่ยวข้องกับอุปกรณ์ และพารามิเตอร์ที่ไม่เกี่ยวข้องสามารถกรอกด้วย "/" หรือ "-"Ã |
|||||
GÃอะไหล่
|
สเอ็น |
ชื่อ |
สเปค |
จำนวน |
หมายเหตุ |
|
1 |
เครื่องมือเจาะ |
|
|
|
|
2 |
เครื่องมือตัดไดคัท |
|
|
|










1 แพคเกจส่งออกมาตรฐาน: การป้องกันการชนกันภายใน, บรรจุภัณฑ์กล่องไม้ส่งออกภายนอก
2 จัดส่งโดยด่วนทางอากาศทางทะเลตามความต้องการของลูกค้าเพื่อค้นหาวิธีที่เหมาะสมที่สุด
3 รับผิดชอบต่อความเสียหายในระหว่างขั้นตอนการจัดส่งจะเปลี่ยนส่วนที่เสียหายให้คุณฟรี

ก่อนหน้า :
เครื่องตัดอิเล็กโทรดอัตโนมัติสำหรับการผลิตแบตเตอรี่ลิเธียมปริซึมต่อไป :
เครื่องซ้อนอัตโนมัติสำหรับกระบวนการซ้อนแบตเตอรี่ลิเธียมปริซึมหมวดหมู่
สินค้าใหม่

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
หากมีข้อสงสัยเกี่ยวกับผลิตภัณฑ์หรือรายการราคาของเรา โปรดแจ้งเราแล้วเราจะติดต่อกลับภายใน 24 ชั่วโมง
© ลิขสิทธิ์: 2026 Xiamen Tmax Battery Equipments Limited สงวนลิขสิทธิ์.

IPv6 รองรับเครือข่าย

















