เข้าร่วม TMAX, เป็นตัวแทน!
เข้าร่วม TMAX, เป็นตัวแทน!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
หมายเลขสินค้า:
TMAX-ZL-J750-40การชำระเงิน:
L/C, T/T, Western Union, Credit Cards, Paypalท่าเรือขนส่งสินค้า:
Xiamen Portเวลานำ:
5 Days:
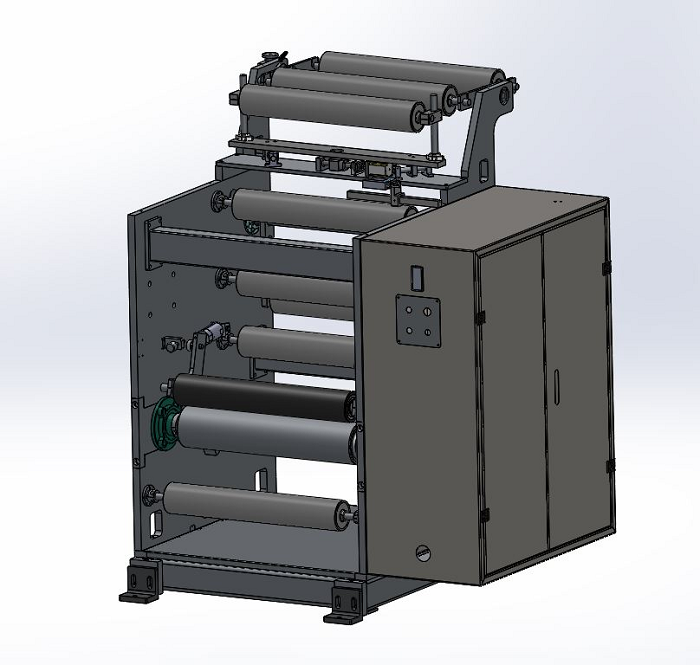
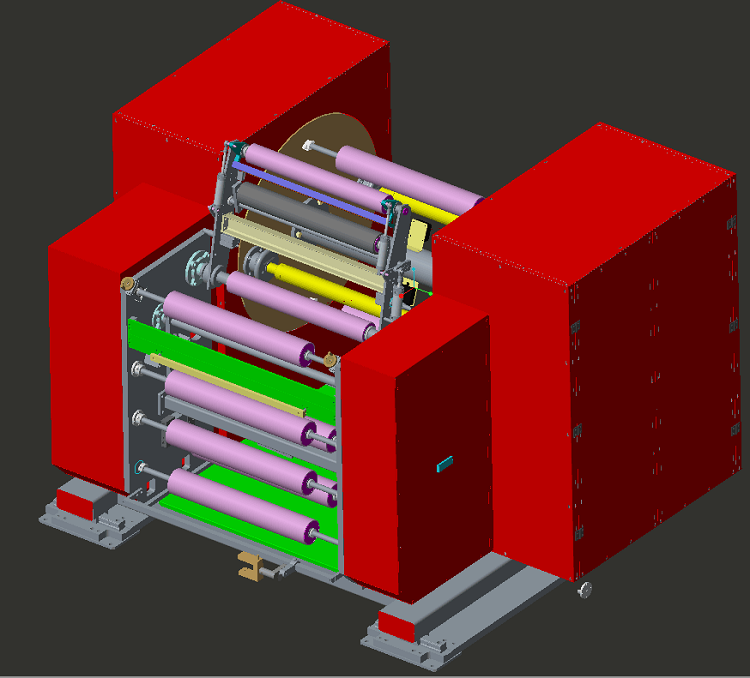
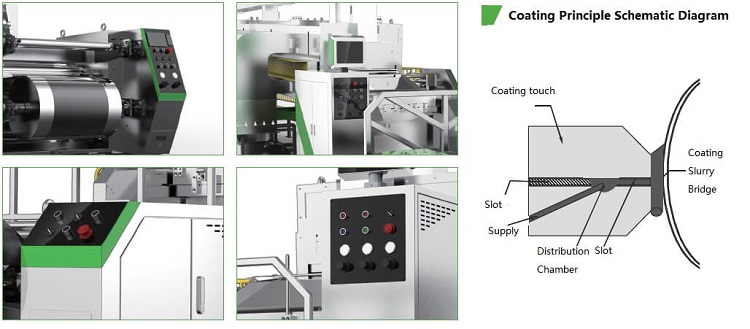
CE, IOS, ROHS, SGS, UL Certificateเครื่องเคลือบแม่พิมพ์สล็อตสองด้านสำหรับการเคลือบอิเล็กโทรดแบตเตอรี่แบบแท่งปริซึม
ฉัน. การแนะนำโครงสร้างเครื่องเคลือบโดยย่อ
1. กลไกการคลี่คลาย
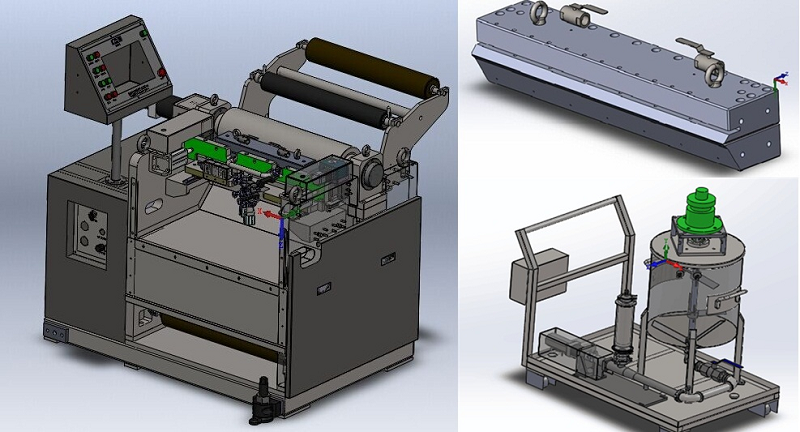
2. กลไกการเคลือบ (2 ชุด)
3. กลไกเตาอบ (สองชั้น 40ม.)
4. กลไกการยึดเกาะ (2 ชุด)
5. กลไกการม้วน
6. ระบบควบคุม
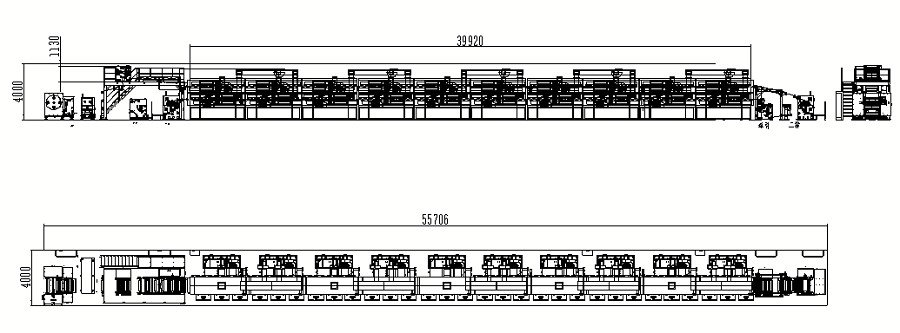
ขนาดและน้ำหนักโดยรวมของอุปกรณ์การเคลือบ:
ขนาดï¼ ความยาว 55000 มม. * กว้าง 4000 มม. (ไม่รวมพื้นที่บำรุงรักษา) * ความสูง 4000 มม.
Wแปด: ประมาณ 40T
ภาพรวมฟังก์ชัน:
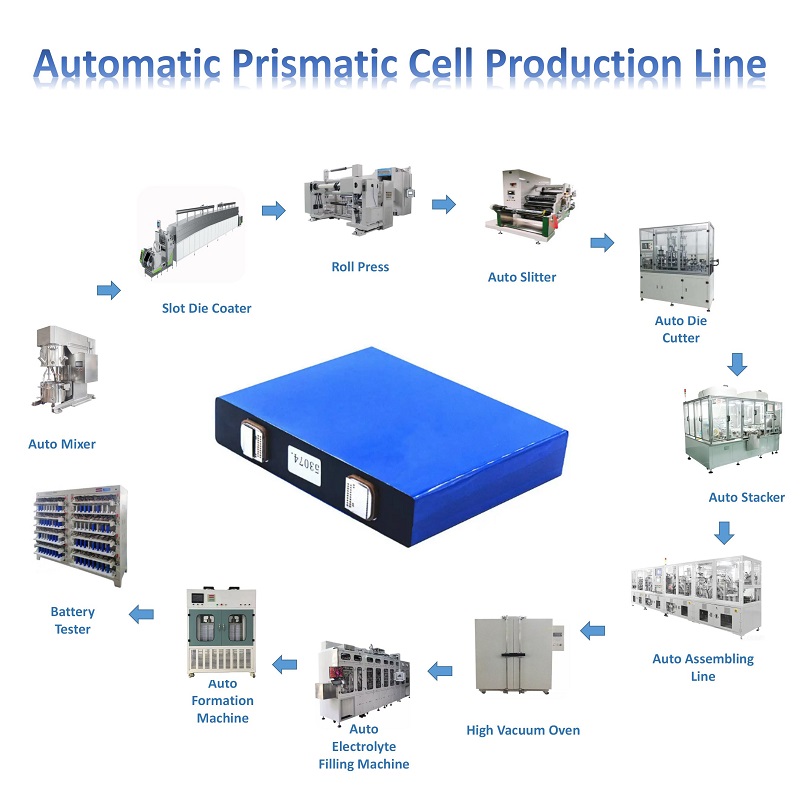
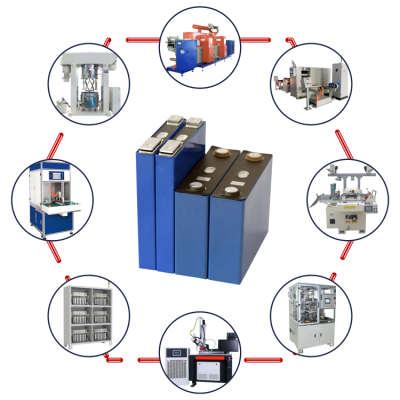
ZL-J เครื่องเคลือบซีรีส์เป็นอุปกรณ์เคลือบอิเล็กโทรดแบตเตอรี่ลิเธียมแบบมืออาชีพ
â² ใช้ได้กับกระบวนการเคลือบของลิเธียมเหล็กฟอสเฟตที่มีน้ำมันหรือเป็นน้ำ, ลิเธียมโคบอลต์ออกไซด์ที่มีน้ำมัน, ไตรนารี, ลิเธียมแมงกาเนต, ลิเธียมแมงกาเนตนิกเกิลโคบอลต์, กราไฟท์คาร์บอนเชิงลบที่มีน้ำมันหรือในน้ำ, ลิเธียมไททาเนต และระบบสารละลายอื่น ๆ
â² โดยใช้ระบบควบคุมความตึงวงปิด PID อัตโนมัติเต็มรูปแบบ ความแม่นยำในการควบคุมความตึงสามารถเข้าถึงระดับ ± 1n;
â² ชิ้นส่วนมาตรฐานนำเข้า เช่น ระบบควบคุม PLC ของ Siemens และเซอร์โวมอเตอร์ที่มีความแม่นยำสูง ถูกนำมาใช้เพื่อให้แน่ใจว่าผลิตภัณฑ์เคลือบมีความสม่ำเสมอและเสถียรภาพสูงเป็นพิเศษในแง่ของความหนาแน่นและขนาดของพื้นผิว สัดส่วนการนำเข้าชิ้นส่วนมาตรฐานในชิ้นส่วนมาตรฐานของเครื่องจักรทั้งหมดสูงถึง 85%
â² ด้วยคุณลักษณะของการเคลือบความเร็วสูง ความแม่นยำสูง และความสม่ำเสมอสูง จึงเป็นอุปกรณ์การเคลือบที่ต้องการสำหรับแบตเตอรี่ที่ให้พลังงาน
II. พารามิเตอร์ทางเทคนิคและการกำหนดค่าหลักของอุปกรณ์
ï¼Aï¼การกำหนดค่าหลักของอุปกรณ์ï¼
|
ยังไม่มีข้อความo. |
Nฉัน |
แหล่งกำเนิดสินค้า |
|
1 |
Aสวิตช์ir |
ชไนเดอร์ (ฝรั่งเศส) |
|
2 |
บมจ |
ซีเมนส์ (เยอรมนี) |
|
3 |
Tหน้าจอสัมผัส |
ซีเมนส์ (เยอรมนี) |
|
4 |
Mรูปทรงกลม |
ซีเมนส์ (เยอรมนี) |
|
5 |
รีเลย์ระดับกลาง |
ชไนเดอร์ (ฝรั่งเศส) |
|
6 |
เซอร์โวมอเตอร์ |
ซีเมนส์ (เยอรมนี) |
|
7 |
เซอร์โวมอเตอร์ขับเคลื่อนโดยตรง (DDR) |
เร็กซ์รอธ (เยอรมนี) |
|
8 |
การตรวจจับแรงดันการป้อน |
Bd.sensors/valcom (เยอรมนี / ญี่ปุ่น) |
|
9 |
ปั๊มสูบจ่ายที่แม่นยำ |
เฮชิน (ญี่ปุ่น) |
|
10 |
กระบอกแรงเสียดทานต่ำ |
เถิงชาง (ญี่ปุ่น) |
|
11 |
ตัวลดดาวเคราะห์ |
นิวคาสเซิล (เยอรมนี) |
|
12 |
เซอร์กิตเบรกเกอร์ |
ชไนเดอร์ (ฝรั่งเศส) |
|
13 |
คอนแทคไฟฟ้ากระแสสลับ |
ชไนเดอร์ (ฝรั่งเศส) |
|
14 |
โซลิดสเตตรีเลย์ |
ซินต้า (ไต้หวัน) |
|
15 |
ป้องกันความร้อน |
ชไนเดอร์ (ฝรั่งเศส) |
|
16 |
Tเทอร์โมสตัท |
ออมรอน (ญี่ปุ่น) |
|
17 |
การแก้ไขส่วนเบี่ยงเบนอัตโนมัติ |
ไอโบ (ในประเทศ) |
|
18 |
ความตึงอัตโนมัติเต็มรูปแบบ |
การควบคุมวงปิด PID (ทำเอง) |
|
19 |
มอเตอร์คายประจุ (รับ) หลัก |
ซีเมนส์ (เยอรมนี) |
|
20 |
ตาไฟฟ้าใยแก้วนำแสง |
คีย์เอ็นซ์ (ญี่ปุ่น) |
|
21 |
ตลับลูกปืนเม็ดกลมร่องลึก (หัวเครื่องจักร) |
NSK (ญี่ปุ่น) |
|
22 |
ลูกกลิ้งเคลือบ |
ชุบฮาร์ดโครม (ทำเอง) |
|
23 |
ลูกกลิ้งนำ |
Φ พื้นผิวโลหะผสมอลูมิเนียม 118 ชุบผิว rc0.4 (ในประเทศ) |
|
24 |
ตัวแปลงความถี่ |
เร็กซ์รอธ (เยอรมนี) |
|
25 |
มีดปรับไม้บรรทัดตะแกรง |
คีนส์ (ญี่ปุ่น) |
|
26 |
พัดลม (สแตนเลส) |
หงเจี้ยน (ในประเทศ) |
|
27 |
หัวอัดรีด |
มิตซูบิชิ |
|
28 |
เกจวัดความดันแบบดิจิตอล |
โบเด (สวีเดน) |
|
29 |
ส่วนประกอบนิวเมติก |
SMC (ญี่ปุ่น) |
|
ï¼Bï¼ส่วนที่เปราะบางï¼ |
|||||
|
ไม่ |
Nฉัน |
แบรนด์ |
Qปริมาณ |
เวลาสต๊อก |
Rเครื่องหมาย |
|
1 |
ลูกกลิ้งเหล็ก |
การควบคุมตนเอง |
1 ชิ้น/2 ชุด |
30 วัน |
นำเข้าวัสดุชุบโครเมี่ยม |
|
2 |
แบริ่งลูกกลิ้งเหล็ก |
NSK/NTN |
2/1 ชุด |
15 วัน |
ตามรอบการจัดซื้อจัดจ้าง |
|
3 |
ท่อทำความร้อน |
ในประเทศ |
3 ชิ้น/เซ็ต |
1 วัน |
|
4 |
เทอร์โมคัปเปิ้ล |
ในประเทศ |
1 ชิ้น/เซ็ต |
1 วัน |
ปรับให้เข้ากับเส้นทางการอบแห้งที่ยาวที่สุด |
|
5 |
ประแจหกเหลี่ยมด้านใน |
ในประเทศ |
1 ชุด/ชุด |
1 วัน |
|
|
6 |
ประแจเลื่อน |
ในประเทศ |
1 ชิ้น/เซ็ต |
1 วัน |
<1,000
|
|
7 |
แหวนซีลตัววาล์ว |
ในประเทศ |
1 ชุด / หน่วย |
1 วัน |
|
<1,049 8 |
<1,052
<1,053
<1,055 ประแจปอนด์ |
<1,058
<1,059
<1,060
ญี่ปุ่น | <1,065 <1,066 <1,067 1 ชุด / หน่วย |
15 วัน |
<1,079
|
|
9 |
รถยกหัวตาย |
<1,099
ในประเทศ |
1 ชุด / หน่วย |
15 วัน |
|
|
10 |
แท่นหินอ่อน |
ในประเทศ |
1 ชุด / หน่วย |
10 วัน |
|
|
11 |
ท่อป้อนอาหาร |
ในประเทศ |
12ม./ชุด |
1 วัน |
|
|
12 |
เครื่องเก็บตัวอย่างเสา |
ในประเทศ |
1 / ชุด |
2 วัน |
|
|
13 |
สเขา |
ทีแม็กซ์ |
3 ชุด /หน่วย |
15 วัน |
|
ï¼Cï¼ระบบป้อนอัตโนมัติï¼ชุดระบบป้อนอัตโนมัติ (60L) เป็นมาตรฐาน
ï¼Dï¼สีลักษณะที่ปรากฏï¼ ยกเว้นชิ้นส่วนสแตนเลส สีของกล่องสอดคล้องกับการ์ดสีมาตรฐานที่ผู้เรียกร้องมอบให้
ï¼Eï¼ฟังก์ชันอุปกรณ์:
|
หมายเลข |
Pโครงการ |
Tพารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
ระบบที่เหมาะสม |
ลิเธียมเหล็กฟอสเฟตที่เป็นน้ำมันหรือในน้ำ, ลิเธียมโคบอลต์ออกไซด์, ลิเธียมแมงกาเนต, ไตรนารี, ลิเธียมแมงกาเนตนิกเกิลโคบอลต์, ลิเธียมไททาเนต, กราไฟท์คาร์บอน ฯลฯ |
|
|
2 |
พารามิเตอร์การทำงานของวัสดุพิมพ์ |
อลูมิเนียมฟอยล์ (Cu): ความหนา 9 ~ 25um; กว้าง 300 ~ 720มม. เส้นผ่านศูนย์กลางม้วนสูงสุด 500 มม. น้ำหนักสูงสุด 500กก. |
|
|
ฟอยล์ทองแดง (Cu): ความหนา 4.5 ~ 30um; ความกว้าง 300 ~ 720 มม. เส้นผ่านศูนย์กลางม้วนสูงสุด 500 มม. น้ำหนักสูงสุด 500กก.ï¼ |
ไฟข้างเดียวหรือไฟสองข้าง |
||
|
3 |
ความกว้างการออกแบบของพื้นผิวม้วน |
750 มม. |
|
|
4 |
รับประกันความกว้างของการเคลือบ |
200~680มม. |
|
|
5 |
ความเร็วในการทำงานเชิงกลของอุปกรณ์ |
40ม./นาที |
|
|
6 |
ความเร็วในการเคลือบอุปกรณ์ |
1-32/นาทีï¼ |
ขึ้นอยู่กับสภาพการอบแห้ง |
|
7 |
เหมาะสำหรับความหนืดของสารละลาย |
2000~16000 Cpsï¼Pขั้วบวก ขั้วï¼ 1000~16000 Cpsï¼Nขั้วลบï¼ |
|
|
8 |
ช่วงความหนาแห้งเคลือบด้านเดียว |
40~200ก./ตร.ม. |
|
|
9 |
ความยาวไม่สม่ำเสมอขั้นต่ำ |
ความเร็วในการเคลือบ < 5 มม. ภายใน 15 ม./นาที; ความเร็วในการเคลือบสูงกว่า 25ม./นาที ï¼ 8มม. |
|
|
10 |
ความยาวการเคลือบขั้นต่ำของหลายส่วน |
50มม. |
ความเร็วในการเคลือบâ¤12ม./นาที |
|
11 |
คุณสมบัติของตัวทำละลาย |
ตัวทำละลายมัน NMP(s.g=1.033,b.p=204â) |
|
|
ตัวทำละลายที่เป็นน้ำ H2O/NMP(s.g=1.000,b.p=100â) |
|
||
|
12 |
ปริมาณของแข็งที่เหมาะสม |
Pอิเล็กโทรดบวก Sï¼C. 60% ±20% |
|
|
Nขั้วลบ Sï¼C. 50% ±15% (PVDF ระบบ) สï¼ค. 50% ±10% (SBR ระบบ) |
|
||
|
13 |
Pสัดส่วน |
Pอิเล็กโทรดบวก 1.5â2.59/cm2 Nขั้วลบ 1ï½1.89/cm2 |
|
|
14 |
วิธีการเคลือบ |
สองชั้นด้านหน้าและด้านหลัง การเคลือบช่วงเวลาไม่เท่ากัน 3 ขั้นตอน / การติดตามอัตโนมัติด้านที่สอง / การเคลือบต่อเนื่อง / การเคลือบตาข่ายฟิลด์ |
|
|
15 |
โหมดเปลี่ยนม้วน |
คู่มือ |
|
|
16 |
ทิศทางการทำงานของพื้นผิว |
การเคลือบไปข้างหน้า พื้นผิวไปข้างหน้าและย้อนกลับการทำงานของฟอยล์เปล่า |
|
ï¼Fï¼การแนะนำโครงสร้างของแต่ละส่วนï¼
1ã กลไกการคลี่คลาย (แขนคู่รองรับการกรอกลับแบบแมนนวล)ï¼
|
หมายเลข |
โครงการ |
Tพารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
โครงสร้างการติดตั้งลูกกลิ้ง |
การติดตั้งแผ่นแนวตั้งรวมการประมวลผล CNC (ความหนา 30 มม.) |
|
|
2 |
การรักษาพื้นผิวลูกกลิ้ง |
การรักษาออกซิเดชันพื้นผิวของลูกกลิ้งโลหะอลูมิเนียม ความแข็งผิว HRC65; การเบี่ยงเบนหนีศูนย์แบบวงกลมบนม้วน ⤠20 μ mï¼ ความหยาบของพื้นผิว Ra0.2; ความขนาน ⤠0.1มม. |
|
|
3 |
ระบบควบคุมแรงดึง |
โหมดควบคุมความเร็ววงปิดคู่: 1. การควบคุมแบบซิงโครนัส PID ของม้วนสวิง 2. เซอร์โวมอเตอร์ปรับความตึงในวงปิด ตารางแสดงความตึงแสดงค่าความตึง 3 ช่วงความตึงที่ปรับได้คือ 0--300n และความผันผวนของความตึง â¤Â± 1.5% |
<2549
|
|
4 |
วิธีการแก้ไข |
การควบคุม EPC อัตโนมัติ ระยะชัก 120 มม. |
|
|
5 |
วิธีการขดม้วน |
คลายเกลียวขึ้นลง |
|
|
ลูกกลิ้งได้รับการแก้ไขด้วยก้านเป่าลมขนาด 3 นิ้ว |
|
||
|
คลี่คลายเพลาขยายอากาศคู่ รองรับสองด้าน |
|
||
|
แท่นรับสายพานแบบแมนนวล, โหมดแท่งแรงดันคู่ |
|
||
|
6 |
ทิศทางการทำงานของพื้นผิว |
ไปข้างหน้าและย้อนกลับ |
|
|
7 |
ความเร็วการทำงานของพื้นผิว |
50ม./นาที |
|
|
8 |
เส้นผ่านศูนย์กลางการคลี่คลายสูงสุด |
Ф500มม. |
|
|
9 |
ความสามารถในการรับน้ำหนักสูงสุดของเพลาพอง |
600กก. |
|
|
10 |
จำนวนเพลาเป่าลมที่คลายออก |
2 บทความ |
|
|
11 |
ระบบควบคุม |
ตั้งค่าปุ่มการทำงานของฟังก์ชันเพื่อให้การทำงานเสร็จสมบูรณ์ เช่น การเชื่อมต่อเทป หยุดชั่วคราว หยุดฉุกเฉิน การหมุนไปข้างหน้าและย้อนกลับ การจัดตำแหน่งซ้ายและขวา ฯลฯ |
|
|
12 |
ความเร็วในการคลี่คลาย |
ความเร็วในการคลี่คลายจะถูกควบคุมโดย PLC ตามความเร็วการเคลือบที่ตั้งไว้และข้อมูลการเปลี่ยนแปลงความตึงแบบเรียลไทม์ กำลังคลี่คลายมาจากมอเตอร์ AC + ตัวลดกังหัน |
|
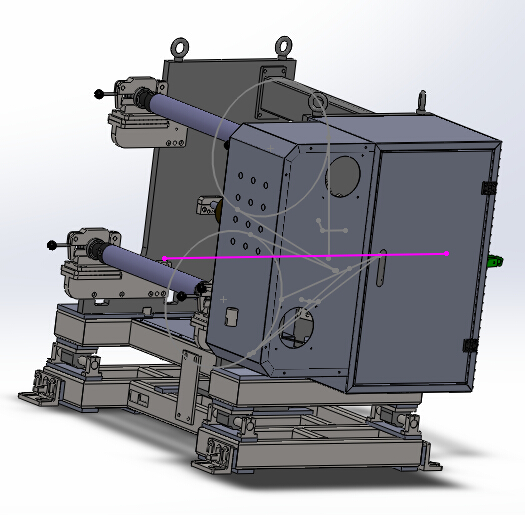
2ã โครงสร้างส่วนหัว (หนึ่งชั้น สองชั้น)ï¼
|
หมายเลข |
Pโครงการ |
Tพารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
โหมดโครงสร้างการติดตั้ง |
ความหนาของการประมวลผล CNC โครงสร้างแผ่นแนวตั้งรวม 70 มม. น้ำหนักโดยรวม 2.6 ตัน เพิ่มแผ่นเหล็กแบริ่งกราวด์ ลดพื้นที่แบริ่งกราวด์ |
|
|
2 |
มอเตอร์ขับเคลื่อนหลัก |
Sเซอร์โวมอเตอร์ |
|
|
3 |
โครงสร้างลูกกลิ้งยาง |
เพื่อป้องกันความไม่เสถียรของแรงตึงที่เกิดจากการไม่แยกแรงตึง และรับประกันความเสถียรของความหนาแน่นของพื้นผิวเคลือบ |
|
|
4 |
การปรับระยะห่างระหว่างหัวดายและลูกกลิ้งเคลือบ |
เซอร์โวมอเตอร์ทำงานร่วมกับเซ็นเซอร์การเคลื่อนที่แบบสัมบูรณ์ที่มีความแม่นยำสูงสำหรับการควบคุมการติดตามแบบวงปิด ระยะห่างถูกกำหนดผ่านหน้าจอ 1~5000um ความละเอียดในการปรับคือ 0.1um และความแม่นยำของตำแหน่งซ้ำคือ â¤Â± 0.3um |
|
|
5 |
การเลือกหัวดาย |
ปากแม่พิมพ์ของหัวอัดขึ้นรูปพิเศษของ Mitsubishi ทำจากเหล็กซีเมนต์คาร์ไบด์ที่ทนทานต่อการสึกหรอและทนต่อการกัดกร่อนสูง และพื้นผิวเคลือบด้วยทังสเตนคาร์ไบด์หรือโครเมียมไนไตรด์ ความตรงและความเรียบคือ ⤠1.5 µ M |
|
|
6 |
โครงสร้างช่องแม่พิมพ์ |
มีการใช้หัวเคลือบร่องช่องความดันหลายช่อง (สเปรย์) ซึ่งมีความสามารถในการปรับตัวของกระบวนการที่แข็งแกร่ง และช่วยปรับสมดุลความดันตามขวาง เพื่อให้ความหนาของการเคลือบตามขวางสอดคล้องกัน แม่พิมพ์ด้านบนของหัวเคลือบได้รับการออกแบบให้มีกลไกปรับการโก่งตัว ซึ่งสามารถปรับความขนานของริมฝีปากแม่พิมพ์บนและล่างได้ |
|
|
7 |
ระบบตรวจสอบความดัน |
การตรวจสอบความดันฟีด, การตรวจสอบความดันไหลย้อน, การตรวจสอบความดันในโพรงแม่พิมพ์; สามารถตรวจสอบกระบวนการป้อนได้แบบเรียลไทม์ และแจ้งเตือนเมื่อมีการอุดตัน ด้วยความแม่นยำ ⤠0.001mpa |
|
|
8 |
ระบบการให้อาหาร |
ปั๊มสกรูแบบแม่นยำ bingshen ของญี่ปุ่น (ปั๊ม 2nbl15f (sus+epdm)) + เซอร์โวมอเตอร์ที่มีความแม่นยำ ถังหมุนเวียนที่มีประสิทธิภาพ 60 ลิตร (ภาชนะบรรจุวัสดุ) และมีฟังก์ชั่นการตรวจจับระดับของเหลวและการผสมระดับของเหลวเพื่อป้องกันการตกตะกอนและการไหลล้น ของสารละลาย |
|
|
9 |
ฟังก์ชันการเคลือบไม่สม่ำเสมอ |
มีการใช้ระบบวาล์วควบคุมเซอร์โวเป็นระยะเพื่อให้มั่นใจถึงความเสถียรของขนาดการเคลือบ |
|
|
10 |
ฟังก์ชั่นการทำให้ผอมบางหัวและหาง |
ระบบวาล์วควบคุมเป็นระยะแบบเซอร์โวสามารถปรับเวลาการทำให้ผอมบางของส่วนหัวและส่วนท้ายได้ และจังหวะของสวิตช์วาล์วไม่ต่อเนื่องเพื่อปรับความหนาของส่วนหัวและส่วนท้ายแบบเรียลไทม์ |
|
|
11 |
ฟังก์ชันการปรับหัวดายแนวนอน |
ใช้รางนำทางเชิงเส้นที่แม่นยำและโหมดการปรับแนวนอนแบบแมนนวล เพื่อให้หัวดายสามารถปรับได้เล็กน้อย ± 10 มม. ในตำแหน่งแนวนอน ตรวจสอบความถูกต้องของการจัดตำแหน่งแนวตั้งของด้านหน้าและด้านหลัง |
|
|
12 |
การจับคู่และประกอบส่วนบนของหัวดายและส่วนล่างของหัวดาย |
ประแจทอร์คแบบดิจิทัลใช้เพื่อรับประกันความสม่ำเสมอในการประกอบและความแม่นยำของหัวดาย |
|
|
13 |
การรักษาพื้นผิวลูกกลิ้ง |
การรักษาออกซิเดชันพื้นผิวของลูกกลิ้งโลหะอลูมิเนียม ความแข็งผิว HRC65 การเบี่ยงเบนหนีศูนย์แบบวงกลมบนม้วน ⤠20 μ mï¼ ความหยาบของพื้นผิว Ra0.2; ความขนาน ⤠0.1มม. |
|
|
14 |
ม้วนเคลือบ (ม้วนเหล็ก) |
พื้นผิวชุบด้วยฮาร์ดโครเมียมนำเข้า มีเส้นผ่านศูนย์กลาง Φ 295 มม. |
|
|
15 |
Tความตึงเครียด |
การควบคุมวงปิด PID อัตโนมัติเต็มรูปแบบ ความตึงคงที่ ช่วงความตึง 1 ช่วง 0~50n ความแม่นยำในการควบคุมความตึง ± 1n |
|
|
16 |
ตำแหน่งศีรษะแบบสแตนด์อโลน |
การติดตั้งและการใช้งานก่อนทำให้แห้ง |
|
|
17 |
ฟังก์ชันการจัดตำแหน่งเลเซอร์ |
ฟังก์ชันการจัดตำแหน่งด้วยเลเซอร์ใช้เพื่อตัดสินระดับการจัดตำแหน่งด้วยตนเอง |
|
3ã ช่องอบแห้ง (เตาอบแบบแขวน)
|
หมายเลข |
Pโครงการ |
พารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
โครงสร้างเตาอบ |
สี่ส่วนแรกเป็นโครงสร้างเรือส่งกำลังหลัก และหกส่วนสุดท้ายเป็นโครงสร้างเตาอบแบบแขวน |
|
|
2 |
ความยาวของเตาอบ |
40 เมตร (4 เมตร/ท่อน รวม 10 ตอน) |
|
|
3 |
Tการยืดออกของวัสดุ |
สแตนเลส, ถังด้านในมาตรฐานแห่งชาติ SUS304, ถังด้านนอกมาตรฐานแห่งชาติ SUS201 |
|
|
4 |
โหมดขับเคลื่อนของลูกกลิ้งนำเตาอบ |
สี่ส่วนแรกเป็นโครงสร้างระบบส่งกำลังหลัก และหกส่วนสุดท้ายคือเตาอบแบบแขวน |
|
|
5 |
ควบคุมอุณหภูมิ |
แบ่งออกเป็นการควบคุมการป้องกันของการควบคุมอุณหภูมิการทำงานตามปกติและการแจ้งเตือนการตรวจสอบอุณหภูมิสูงเกินไป ในกรณีที่มีอุณหภูมิสูงเกิน สัญญาณเตือนทั้งภาพและเสียงจะปรากฏขึ้น และแหล่งจ่ายไฟทำความร้อนหลักจะถูกตัด แต่ละส่วนได้รับการควบคุมโดยอิสระอย่างสมบูรณ์ |
|
|
6 |
Hวิธีการกิน |
เครื่องทำความร้อนไฟฟ้า โครงสร้างการไหลเวียนของอากาศร้อน |
|
|
7 |
กำลังความร้อนของเตาอบส่วนเดียว |
ส่วนเดียว 24kw/4m (กำลังเริ่มต้นสูงสุด) |
|
|
8 |
อุณหภูมิในช่องอบแห้ง |
การออกแบบ Max150 â ความแตกต่างของอุณหภูมิในพื้นที่ของเตาอบส่วนเดียว ⤠5 â |
|
|
9 |
อุณหภูมิพื้นผิวกล่องระหว่างการทำงาน |
â¤45âï¼ ความหนาของไส้ฝ้ายคือ 100 มม. |
|
|
10 |
โหมดการเป่า |
การเป่าลมบนและล่าง สามารถควบคุมปริมาตรอากาศบนและล่างตามลำดับผ่านวาล์ว ซึ่งสามารถปรับได้อย่างละเอียด ช่องอากาศด้านบนและด้านล่างใช้ตัวทำความร้อนร่วมกัน |
|
|
11 |
การควบคุมระดับเสียงไอเสียของแต่ละส่วน |
การควบคุมอิสระและการปรับแบบละเอียดผ่านวาล์วเชิงกล |
|
|
12 |
โครงสร้างหัวฉีดลม |
ทิศทางการเป่าลมของสี่ส่วนแรกคือ 30 องศาจากแนวนอน และร่องหัวฉีดอากาศถูกเจาะรูด้วยแม่พิมพ์พิเศษ ห้าส่วนสุดท้ายเป็นตะขอเกี่ยวหัวจ่ายลมแบบปรับได้ |
|
|
13 |
การควบคุมพัดลม |
การควบคุมคอนแทคเตอร์ AC |
|
|
14 |
การควบคุมความร้อน |
โซลิดสเตตรีเลย์ |
|
|
15 |
วัสดุพัดลม |
สแตนเลส SUS304 มาตรฐานแห่งชาติ |
|
|
16 |
ระบบนำตัวทำละลายกลับมาใช้ใหม่ |
ไม่ ช่วยเหลือในการติดตั้งอินเทอร์เฟซเท่านั้น |
|
|
17 |
สัญญาณเตือนความเข้มข้นของตัวทำละลาย NMP |
จัดเตรียมอินเทอร์เฟซการติดตั้ง (จะยกมาแยกกัน) |
|
|
18 |
การตรวจสอบความดันห้องแอร์ |
ไม่มี (ฟังก์ชันนี้ต้องมีเครื่องหมายคำพูดแยกต่างหาก) |
|
|
19 |
ปริมาณอากาศเสีย |
สูงสุด 35000 ลบ.ม./ชม. |
|
4ã กลไกการยึดเกาะ: (2 ชุด)
|
หมายเลข |
Pโครงการ |
พารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
การแก้ไขการเดินขบวน |
ติดตั้งที่ทางออกของช่องอบแห้ง, การควบคุม EPC อัตโนมัติ, สวิง ± 15 องศา, โฟโตอิเล็กทริคเซนเซอร์ |
|
|
2 |
Tความตึงเครียด |
โหมดควบคุมความเร็ววงปิดคู่: 1. การควบคุมแบบซิงโครนัส PID ของม้วนสวิง 2. เซอร์โวมอเตอร์ปรับความตึงในวงปิด ตารางแสดงความตึงแสดงค่าความตึง 3 ช่วงความตึงที่ปรับได้คือ 0--300n และความผันผวนของความตึง â¤Â± 1.5% |
|
|
พาร์ติชันแรงดึงทำได้โดยการหยิกและม้วนแรงดึง |
|
||
|
3 |
โหมดโครงสร้างการติดตั้ง |
การติดตั้งแผ่นแนวตั้งรวมของศูนย์เครื่องจักรกลซีเอ็นซี (ความหนา 30 มม.) |
|
|
4 |
ลูกกลิ้งดึง |
ลูกกลิ้งเหล็ก 160 มม. |
|
|
5 |
หยิกม้วน |
à ลูกกลิ้งยาง 120 มม., พื้นผิวขนมปัง EPDM |
|
|
6 |
ขับเคลื่อนมอเตอร์ |
ลูกกลิ้งฉุดขับเคลื่อนโดยเซอร์โวมอเตอร์ของซีเมนส์ + ตัวลดความแม่นยำ |
|
5ã กลไกการกรอกลับ (การกรอกลับอัตโนมัติแบบเพลาคู่)ï¼
|
ไม่ใช่ |
Pโครงการ |
พารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1. |
โหมดโครงสร้างการติดตั้ง |
การติดตั้งแผ่นแนวตั้งรวมของศูนย์เครื่องจักรกลซีเอ็นซี (ความหนา 30 มม.) |
|
|
2. |
ความตึงเครียด |
โหมดควบคุมความเร็ววงปิดคู่: 1. การควบคุมแบบซิงโครนัส PID ของม้วนสวิง 2. เซอร์โวมอเตอร์ปรับความตึงในวงปิด ตารางแสดงความตึงแสดงค่าความตึง 3 ช่วงความตึงที่ปรับได้คือ 0--300n และความผันผวนของความตึง â¤Â± 1.5% |
|
|
3. |
แก้ไขส่วนเบี่ยงเบน |
การควบคุม EPC อัตโนมัติ ระยะชัก 120 มม. |
|
|
4. |
เส้นผ่านศูนย์กลางขดลวดสูงสุด |
Ã800 |
|
|
5. |
เพลาเป่าลมแบบหมุนได้ |
ข้อ 2 (มาตรฐานแห่งชาติ) |
|
|
6. |
มอเตอร์ไขลาน |
กำลังของขดลวดขับเคลื่อนโดยเซอร์โวมอเตอร์ของ Siemens + ตัวลดความแม่นยำ |
|
|
7. |
ความจุสูงสุด |
600กก. |
|
|
8. |
โหมดเปลี่ยนม้วน |
ฟังก์ชันการไขลานอัตโนมัติและการเปลี่ยนโดยไม่ต้องปิดเครื่อง |
|
6ã ระบบควบคุมï¼
|
หมายเลข |
Pโครงการ |
พารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
ระบบควบคุมหลัก |
หน้าจอสัมผัส, PLC, โมดูล, ระบบเซอร์โว |
|
|
2 |
โหมดการทำงาน |
หยุดแบบแมนนวลอัตโนมัติและฉุกเฉิน สามารถใช้งานเครื่องทั้งหมดก่อนและหลัง |
|
|
ความเร็วของเส้นเคลือบ การตั้งค่าการเคลือบ การตั้งค่าการทำให้ผอมบางหัวและหาง ความถี่พัดลม และการตั้งค่าอุณหภูมิสามารถตั้งค่า แสดง และบันทึกผ่านหน้าจอสัมผัส |
|
||
|
3 |
การตั้งค่าช่วงการเคลือบและความยาวไม่สม่ำเสมอ |
ความยาวเคลือบ 20.0 ~ 3200.0มม. |
|
|
4 |
สภาพสัญญาณเตือน |
ความยาวไม่สม่ำเสมอ: 5.0 ~ 3200.0 มม. |
|
|
5 |
ฟังก์ชันการนับ |
เมื่ออุปกรณ์ล้มเหลว หน้าจอสัมผัสจะแสดงหน้าจอแก้ไขที่เกี่ยวข้อง |
|
|
6 |
วิธีการปรับความหนาของหัวและหาง |
ปริมาณการผลิต/ความยาว |
|
IIIÃ ความแม่นยำของอุปกรณ์
1Ãความแม่นยำของฮาร์ดแวร์
|
ไม่ |
Pโครงการ |
พารามิเตอร์ทางเทคนิค |
หมายเหตุ |
|
1 |
ม้วนเคลือบ (ม้วนเหล็ก) |
ความหนีศูนย์แบบวงกลม ⤠1.0 um, ความตรง Ra0.4 ⤠1.5um |
|
|
2 |
การแก้ไขส่วนเบี่ยงเบน |
±1มม. |
|
|
3 |
ลูกกลิ้งอลูมิเนียม |
การหนีศูนย์แบบวงกลม ⤠20um, ความตรง ⤠20um |
|
|
4 |
ความแม่นยำในการควบคุมการปรับเครื่องมือซ้ำ |
±0.1um |
|
|
5 |
ความแม่นยำในการควบคุมอุณหภูมิ |
±0.5â |
|
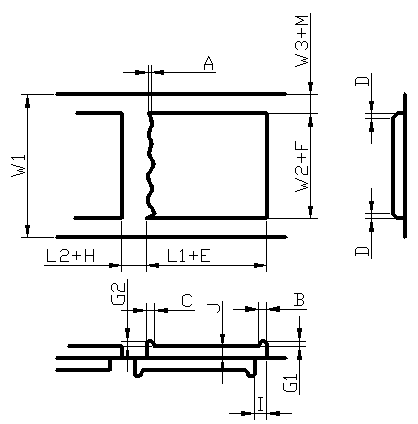
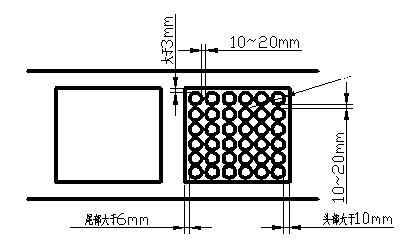
2Ãความแม่นยำในการเคลือบ
|
รายการ |
Sign |
พารามิเตอร์ (30ม./นาที) |
|
|
A (ต่อท้าย) |
⤠1 มม. (เกี่ยวข้องกับความหนืดของสารละลายและลักษณะของสารยึดเกาะ) |
|
B (บริเวณศีรษะผิดปกติ) |
5มม. |
|
|
C (บริเวณหางผิดปกติ) |
6มม. |
|
|
D (พื้นที่เอฟเฟกต์ขอบ) |
â¤3มม.ï¼ ความหนา -10 um |
|
|
E (ข้อผิดพลาดด้านความยาว) |
±0.5มม. |
|
|
F (ข้อผิดพลาดด้านความกว้าง) |
±0.5มม. |
|
|
M (ข้อผิดพลาดด้านความกว้าง) |
±0.5มม. |
|
|
G1 (ความหนาของหัว) |
-5~+5um |
|
|
G2 (ความหนาหาง) |
-5~+5um |
|
|
H (ข้อผิดพลาดว่างเปล่า) |
±0.5มม. |
|
|
I (ข้อผิดพลาดการจัดตำแหน่งเชิงบวกและลบ) |
±0.5มม. |
|
|
J ความหนาแน่นของพื้นผิวเดี่ยว (ลบพื้นที่ B, C และ D) |
ภายใน 1.2% |
|
|
ช่วงความยาว |
L1 (ความยาวฟิล์ม) |
20.0ï½3200.0มม. |
|
L2 (ความยาวไม่สม่ำเสมอ) |
5.0ï½3200.0มม. |
|
|
L1 /l2 (การเคลือบ + ความยาวไม่สม่ำเสมอ) |
L1 +L2 â¥120มม. |
3ÃMวิธีการวัด
ก. พื้นที่การวัด: 3 มม. ที่ขอบ, 5 มม. ที่ส่วนท้าย และ 5 มม. ที่จุดเริ่มต้น
บี. วัดขนาด Φ 40 มม. หรือตามข้อกำหนดกระบวนการของผู้เรียกร้อง
IVã สภาพแวดล้อมการติดตั้งและใช้งาน
1) อุณหภูมิโดยรอบของหัวเครื่องจักรคือ 20~30 â และส่วนที่เหลือคือ 10~40 â;
2) ความชื้นสัมพัทธ์ของหัวเครื่อง: บวก RH ⤠35%, RH ลบ ⤠98% และส่วนที่เหลือ ⤠98%;
Vã Sสิ่งอำนวยความสะดวกที่สนับสนุน
1) แหล่งจ่ายไฟ: 3Ph 380V, 50Hz, ช่วงแรงดันไฟฟ้าผันผวน: +8% - 8%; กำลังเริ่มต้นรวมของแหล่งจ่ายไฟคือ 280KW;
2) อากาศอัด: หลังจากการอบแห้ง กรอง และรักษาเสถียรภาพ ความดันทางออกจะมากกว่า 5.0kg/cm2;
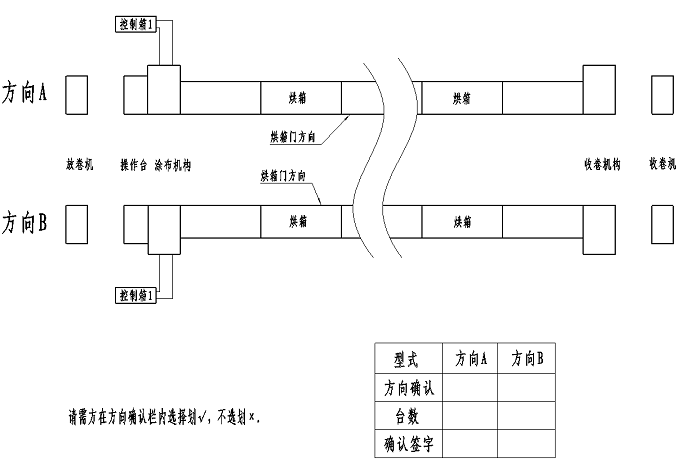
VI ã การวางแนวอุปกรณ์ (ไม่บังคับ)
1) 
ตารางที่แนบมา: รายการโดยละเอียดของอุปกรณ์รายการตรวจสอบก่อนการยอมรับและการยอมรับอย่างเป็นทางการ (แนบผลการตรวจสอบมาพร้อมกับรายงานการยอมรับ)
|
หมายเลข |
รายการตรวจสอบ |
มาตรฐานการตรวจสอบ |
วิธีการตรวจสอบ |
|
1. |
พารามิเตอร์การกำหนดค่าอุปกรณ์ |
ขนาดโดยรวมของอุปกรณ์: L (56000มม.) *W(4000มม.) *H (4000มม.) |
สายวัด |
|
ความยาวของเตาอบ: (4 ม./ ส่วน) Ã 4) + (4 ม./ ส่วน Ã 6 ส่วน) =40 ม. |
ไม้บรรทัด |
||
|
เส้นผ่านศูนย์กลางสูงสุดของการม้วนและคลี่คลาย: Ï 600 มม. |
ไม้บรรทัด |
||
|
ความกว้างม้วน: 750 มม. |
|
||
|
2. |
ความสมบูรณ์ขององค์ประกอบฟังก์ชั่นอุปกรณ์ |
ส่วนที่คลายออก (ฟังก์ชันเปลี่ยนม้วนแบบแมนนวล, ความตึง, การแก้ไขส่วนเบี่ยงเบน, เพลาพอง) |
ตรวจสอบข้อตกลงทางเทคนิคและตารางการกำหนดค่าอุปกรณ์ด้วยสายตา |
|
ส่วนเคลือบ (ฐาน, ลูกกลิ้งเคลือบ, ระบบป้อน, ดายมาเนสต์ในประเทศ) |
|||
|
เตาอบ (หมุนเวียน ระบบทำความร้อน ท่ออากาศเสริมภายนอก) |
|||
|
ส่วนการยึดเกาะ (การแก้ไขการเบี่ยงเบนการเคลื่อนที่, ความตึงของการยึดเกาะ, ชุดประกอบลูกกลิ้งการยึดเกาะ) |
|||
|
ส่วนการม้วน (ฟังก์ชันการเปลี่ยนม้วนแบบแมนนวล, ความตึง, การแก้ไขส่วนเบี่ยงเบน, เพลาพอง) |
|||
|
ระบบควบคุม (ตู้ไฟฟ้า, สายไฟภายใน, สายไฟเดินสายไฟภายนอก) |
|||
|
ชิ้นส่วนจัดส่ง (ตามเนื้อหาของข้อตกลงทางเทคนิค) |
|||
|
3. |
การยืนยันแบรนด์ของชิ้นส่วนมาตรฐาน |
100% ตามยี่ห้อของชิ้นส่วนที่ซื้อที่ระบุในข้อตกลงทางเทคนิค |
|
|
4. |
Sมาตรฐานความปลอดภัย |
การเชื่อมต่อทางกลและไฟฟ้า ฟังก์ชั่นล็อคตัวเอง ฟังก์ชั่นป้องกันการเหนี่ยวนำ |
การตรวจสอบด้วยสายตาและการใช้งาน |
|
สัญญาณเตือนภัยดังขึ้นในแต่ละพื้นที่ก่อนสตาร์ทอุปกรณ์ |
Oการดำเนินการ |
||
|
สัญญาณเตือนความปลอดภัยจะต้องติดตั้งในส่วนที่เป็นอันตรายเช่นการเคลื่อนไหว การบีบอัด จุดตัด และแหล่งความร้อน |
ภาพ |
||
|
ปุ่มสวิตช์หยุดฉุกเฉิน, เชือกนิรภัยในบริเวณบำรุงรักษาภายใน (อย่างน้อย 3 ตำแหน่ง); |
ภาพ |
||
|
ฝาครอบป้องกันสำหรับการส่งและชิ้นส่วนที่เคลื่อนไหว |
ภาพ |
||
|
เตาอบแจ้งเตือนอุณหภูมิเกินและฟังก์ชันป้องกันการปิดเครื่อง |
การทำงาน |
||
|
5. |
การทดสอบความแม่นยำทางกล |
การหมุนหนีศูนย์แบบวงกลมของม้วนเคลือบ ⤠1.0 μ mï¼ ความตรง ⤠1.5 μ mï¼ ความหยาบของพื้นผิว Ra0.4, |
ตัวระบุไดอัล, เครื่องมือตรวจสอบพิเศษ |
|
การเบี่ยงเบนหนีศูนย์แบบวงกลมบนม้วน ⤠20 μ mï¼ ความหยาบผิว Ra0.2 |
ตัวระบุหน้าปัด |
||
|
ความขนานของการผ่านลูกกลิ้ง ⤠0.1 มม. (ยกเว้นการผ่านลูกกลิ้งของเตาอบ) |
ตัวระบุไดอัล, เครื่องมือตรวจสอบพิเศษ |
||
|
6. |
การทำงานของสายพานเปล่า (ใช้งานวัสดุฐานอย่างต่อเนื่องที่ความเร็ว 40 ม./นาที เป็นระยะทางประมาณ 500 ม.) |
1ม./นาทีâ10ม./นาทีâ30ม./นาที การสุ่มตัวอย่างแบบตัดขวาง |
เครื่องวัดวามเร็ว |
|
ไม่มีรอยยับทั่วทั้งพื้นที่และไม่มีรอยขีดข่วนบนพื้นผิวของวัสดุพิมพ์ |
ภาพ |
||
|
ชิ้นส่วนที่เคลื่อนไหวทั้งหมดทำงานได้อย่างราบรื่นโดยไม่มีเสียงรบกวนผิดปกติ สายพานส่งกำลังไม่มีการเบี่ยงเบนและการสึกหรอ |
ภาพ |
||
|
การตั้งค่าอุณหภูมิของแต่ละส่วนของเตาอบ: อุณหภูมิปกติ ~ 150 â |
การทำงานและการตรวจสอบด้วยภาพ |
||
|
การแก้ไขการคดเคี้ยว การคลี่คลาย และการยึดเกาะทำงานได้อย่างราบรื่นโดยไม่สั่นไหวอย่างต่อเนื่อง |
การทำงานและการตรวจสอบด้วยภาพ |
||
|
ยกเว้นการแก้ไขความเบี่ยงเบนและเตาอบ ความเบี่ยงเบนของวัสดุฐานของลูกกลิ้งแต่ละตัวคือ â¤Â± 1 มม. ความเบี่ยงเบนของซับสเตรตม้วนเคลือบ ⤠0.5 มม. |
คาลิเปอร์ |
||
|
ค่าการตั้งค่าความตึง 5 ~ 300N |
การทำงานและการตรวจสอบด้วยภาพ |
||
|
เมื่อสตาร์ทและหยุด ความผันผวนของความตึงเครียดคือ ± 5N; ความผันผวนของความตึงเครียด ± 1n ระหว่างการทำงานปกติ |
การทำงานและการตรวจสอบด้วยภาพ |
||
|
7. |
การตรวจสอบการเคลือบ การดำเนินการเคลือบ 30 ม./นาที 1200 ม.) |
ความเร็วในการเคลือบคือ 30 ม./นาที และวิธีการเคลือบสามารถเคลือบได้อย่างต่อเนื่องและไม่ต่อเนื่อง |
การตั้งค่าพารามิเตอร์ |
|
ระบบป้อนอาหารและท่อถูกปิดผนึกอย่างดีโดยไม่มีการรั่วไหลของวัสดุ |
ภาพ |
||
|
ลักษณะของพื้นผิวเคลือบนั้นดี ไม่มีอนุภาค รอยขีดข่วน ฟอยล์ที่สัมผัส และขอบนูนที่ไม่ดี |
ภาพ |
||
|
ความแม่นยำด้านความหนาแน่นของด้านหนึ่ง: ข้อผิดพลาดของน้ำหนัก â¤Â± 1.2% (ไม่รวมช่วง 8 มม. ที่ขอบ) |
ไมโครมิเตอร์อิเล็กทรอนิกส์สเกล |
||
|
ความแม่นยำของความหนาแน่นของพื้นผิวสองด้าน: ข้อผิดพลาดของน้ำหนัก â¤Â± 1.5% (ไม่รวมช่วง 8 มม. ที่ขอบ) |
ไมโครมิเตอร์อิเล็กทรอนิกส์สเกล |
||
|
หาง ⤠1 มม. (เกี่ยวข้องกับความหนืดของสารละลายและลักษณะของสารยึดเกาะ) |
ไม้บรรทัด |
||
|
บริเวณศีรษะผิดปกติ ⤠8 มม. |
ไม้บรรทัด, ไมโครมิเตอร์ |
||
|
บริเวณหางผิดปกติ ⤠6 มม. |
ไม้บรรทัด, ไมโครมิเตอร์ |
||
|
พื้นที่เอฟเฟกต์ขอบ ⤠3 มม., -10 ~ +5um (ความหนืดของสารละลายเปลี่ยนแปลงน้อยกว่า ± 300cps) |
ไม้บรรทัด, ไมโครมิเตอร์ |
||
|
ข้อผิดพลาดด้านความยาว /h ข้อผิดพลาดว่างเปล่า: â¤Â± 0.5 มม. |
ไม้บรรทัด |
||
|
ข้อผิดพลาดด้านความกว้าง: â¤Â± 0.5 มม. |
ไม้บรรทัด |
||
|
ความหนาของหัวและหาง: -5 ~ +5um |
ไมโครมิเตอร์ |
||
|
ข้อผิดพลาดการจัดตำแหน่งแนวนอนทั้งเชิงบวกและเชิงลบ: â¤Â± 0.5 มม. |
เข็ม,ไม้บรรทัด |
||
|
ข้อผิดพลาดในการจัดตำแหน่งตามยาวของด้านหน้าและด้านหลัง: â¤Â± 0.5 มม. |
เข็ม,ไม้บรรทัด |
||
|
ความแม่นยำในการควบคุมอุณหภูมิของเตาอบส่วนเดียว: â¤Â± 1 â |
ภาพ |
||
|
ในพื้นที่แนวนอนเหนือพื้นผิว 10 มม. ค่าเบี่ยงเบนอุณหภูมิของแต่ละจุดของเตาอบแบบส่วนเดียว: â¤Â± 3 â |
เทอร์โมมิเตอร์ |
||
|
การทดสอบความแห้ง สารตกค้างของตัวทำละลาย: ⤠1% (การตรวจวัดการเก็บตัวอย่างพื้นที่อุณหภูมิและความชื้นคงที่) |
ไมโครมิเตอร์อิเล็กทรอนิกส์สเกล |
||
|
อัตราการใช้อุปกรณ์: ⥠97% (โครงการการยอมรับอย่างเป็นทางการ) |
การทำงานและการทดสอบ |
||
|
อัตราคุณสมบัติของผลิตภัณฑ์: ⥠98% (โครงการการยอมรับอย่างเป็นทางการ) |
การทำงานและการทดสอบ |
![]()










1 แพคเกจส่งออกมาตรฐาน: การป้องกันการชนกันภายใน, บรรจุภัณฑ์กล่องไม้ส่งออกภายนอก
2 จัดส่งโดยด่วนทางอากาศทางทะเลตามความต้องการของลูกค้าเพื่อค้นหาวิธีที่เหมาะสมที่สุด
3 รับผิดชอบต่อความเสียหายในระหว่างขั้นตอนการจัดส่งจะเปลี่ยนส่วนที่เสียหายให้คุณฟรี

ก่อนหน้า :
LFP อัตโนมัติ 30Ah 50Ah 100Ah แบตเตอรี่ลิเธียมไอออนสายการผลิตเซลล์แบบแท่งปริซึมต่อไป :
เครื่องรีดปฏิทินอัตโนมัติสำหรับสายการผลิตเซลล์แบบแท่งปริซึมหมวดหมู่
สินค้าใหม่

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
หากมีข้อสงสัยเกี่ยวกับผลิตภัณฑ์หรือรายการราคาของเรา โปรดแจ้งเราแล้วเราจะติดต่อกลับภายใน 24 ชั่วโมง
© ลิขสิทธิ์: 2026 Xiamen Tmax Battery Equipments Limited สงวนลิขสิทธิ์.

IPv6 รองรับเครือข่าย