เข้าร่วม TMAX, เป็นตัวแทน!
เข้าร่วม TMAX, เป็นตัวแทน!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
หมายเลขสินค้า:
TMAX-Polymer-Packการชำระเงิน:
L/C, T/T, Western Union, Credit Cards, Paypalแหล่งที่มาของผลิตภัณฑ์:
Chinaท่าเรือขนส่งสินค้า:
Xiamen Portเวลานำ:
5 Days:
CE, IOS, ROHS, SGS, UL Certificate

1.อุปกรณ์ Fการแยกส่วน Iการแนะนำ
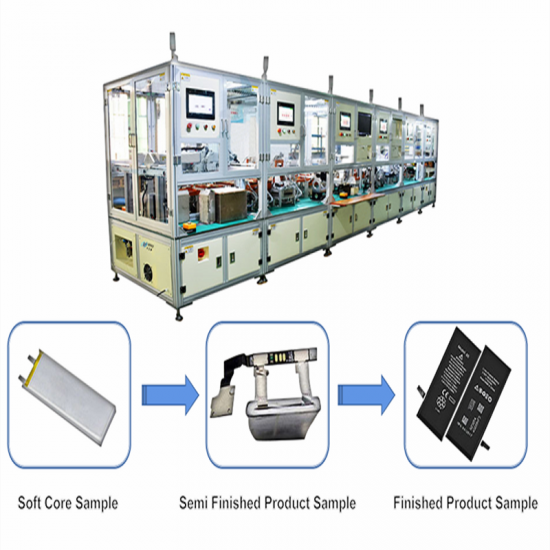
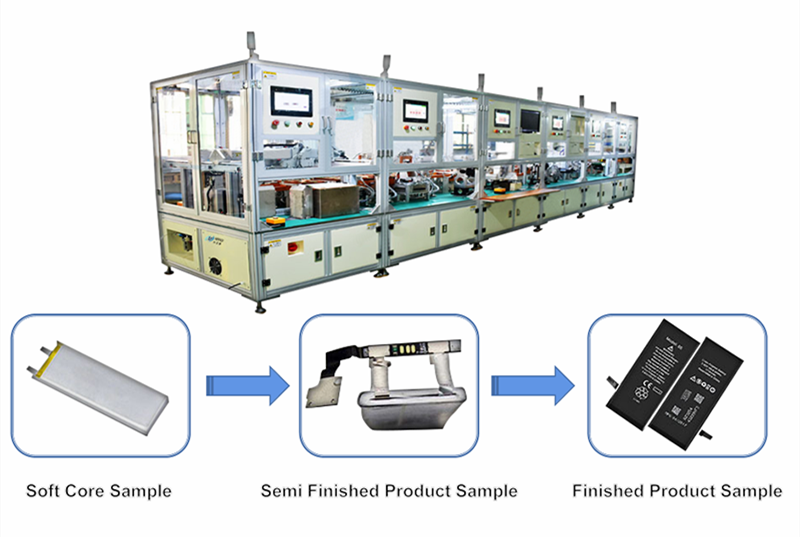
สายการผลิตอัตโนมัติส่วนใหญ่จะใช้เพื่อทำให้กระบวนการผลิตชุดแบตเตอรี่โทรศัพท์มือถือเสร็จสมบูรณ์
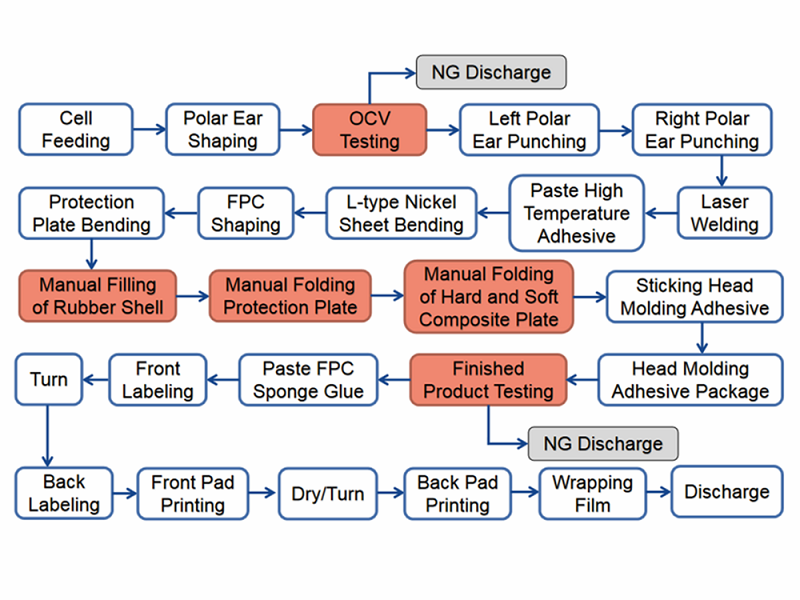
ผังกระบวนการประกอบด้วย:
1)Pแบตเตอรี่โอลิมเมอร์ แท็บ การสร้างรูปร่าง ,
2)การทดสอบ OCV,
3)แท็บแบตเตอรี่ การตัด,
4)Wผู้อาวุโส,
5)Dกาวสองหน้า วาง,
6)BMS ดัด,
7)Aกาว วางและขึ้นรูป
8)Fแบตเตอรี่หมดสภาพแล้ว การทดสอบ;
9)กาวฟองน้ำ FPC วาง.
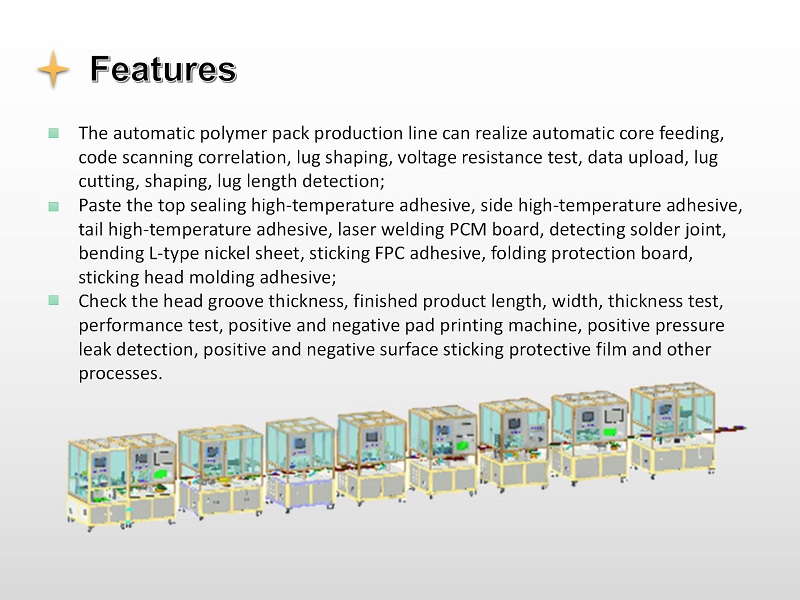
ตามผังกระบวนการและข้อกำหนดทางเทคนิค สายการบรรจุจะเชื่อมต่อกันด้วยอุปกรณ์ 5 ชิ้นต่อไปนี้:
(1)Aการให้อาหารอัตโนมัติ + มัลติฟังก์ชั่น มเครื่อง;
(2)เครื่องเชื่อมเลเซอร์อัตโนมัติ;
(3)เทปกาวสองหน้า + เครื่องดัดแผ่นนิกเกิลรูปตัว L + เครื่องดัดแผ่นป้องกัน;
(4)เครื่องติดกาวหัวอัตโนมัติ.
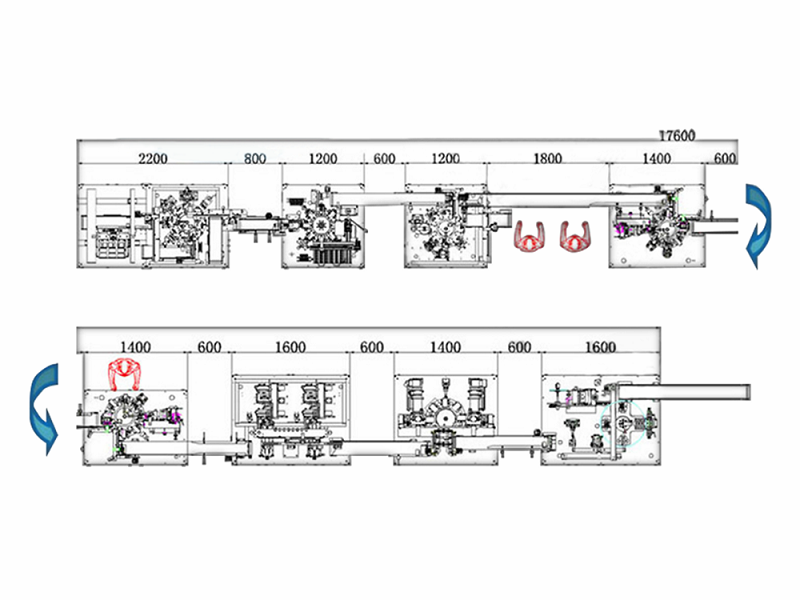
 2.ผังกระบวนการ
2.ผังกระบวนการ
3.พารามิเตอร์ทางเทคนิค
1. ช่วงที่ใช้บังคับของขนาดแบตเตอรี่ (หน่วย: มม.):
ความยาว: 40-130 มม. (ไม่รวมความยาวสายดึงเสา)
ความกว้าง: 30-70 มม.
ความหนา: 3-10 มม.
ความยาวสาย: 4-20 มม.
2. สภาพแวดล้อม:
ความดันอากาศของแหล่งอากาศ: 0.5 ~ 0.6 MPa
แรงดันไฟฟ้าของแหล่งจ่ายไฟ: 220V, 50Hz
กำลังทั้งหมด: â¤15kw
อัตราส่วนแบริ่งพื้นที่: â¤500กก. / M²
อุณหภูมิแวดล้อม: 5°C-50°C
ความชื้น: 50% - 90%
3. ประสิทธิภาพสายการผลิต: â¥900 ชิ้น / ชม.
4. อัตราการใช้อุปกรณ์: 98%
5. อัตราคุณสมบัติผลิตภัณฑ์: 98%
6. ทิศทางการป้อนและการคายประจุของอุปกรณ์จะต้องสอดคล้องกัน และหางของแกนไฟฟ้าจะต้องหันหน้าไปทางพื้นผิวการทำงานของอุปกรณ์
7. การบังคับใช้กระบวนการ: ใช้ได้กับแบตเตอรี่ซอฟต์แพ็คที่มีกระบวนการเดียวกัน
8. ตรงตามข้อกำหนดด้านความปลอดภัยในการผลิต รวมถึงความปลอดภัยของผลิตภัณฑ์และความปลอดภัยของแบตเตอรี่
9. ขนาดโดยรวม (ไม่รวมสายการประกอบ):
ตัวลวด: 9200 (ยาว)*1200 (กว้าง)*1900 (สูง) มม.
ความสูงของสายการประกอบ: 900 มม.±50 มม.
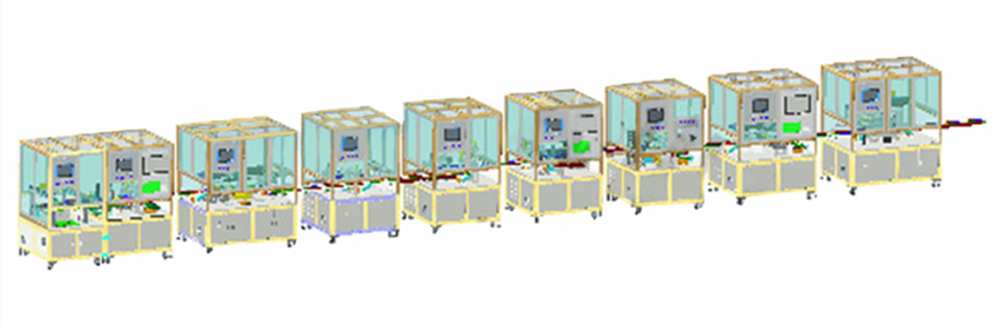
4.เค้าโครงอุปกรณ์โดยรวมและคำอธิบายขั้นตอนการทำงานของอุปกรณ์
เค้าโครงโดยรวมของตัวเส้น:
หมายเหตุ: สายประกอบด้วย 4 คน หนึ่งในนั้นรับผิดชอบแผงป้องกันเครื่องเลเซอร์
2 คนมีหน้าที่ติดตั้งเปลือกยาง
หนึ่งคนมีหน้าที่ป้อน ตรวจสอบทั้งสายการผลิต และเปลี่ยนวัสดุ เช่น เทป
ข้อกำหนดด้านฟังก์ชันและการดำเนินการของอุปกรณ์เดี่ยว:
(1)การให้อาหารอัตโนมัติ + เครื่องมัลติฟังก์ชั่น:
1) การดำเนินการตามหน้าที่
â แบตเตอรี่จะถูกโหลดโดยอัตโนมัติจากถาดป้อนอาหารไปยังสายการประกอบของเครื่องป้อนผ่านเครื่องป้อน และถังวางตำแหน่ง อยู่ในตำแหน่ง
â¡ หุ่นยนต์เปลี่ยนเกียร์จะดึงแบตเตอรี่จากสายการประกอบเครื่องโหลดไปยังสายการประกอบการป้อนเครื่องมัลติฟังก์ชั่น แบตเตอรี่สามารถหมุนได้ 90°หรือพลิกกลับได้ตามต้องการ
⢠แกนไฟฟ้าจะเข้าสู่สายการประกอบการป้อนของเครื่องมัลติฟังก์ชั่น หลังจากที่วางแกนไฟฟ้า แล้ว อุปกรณ์ควบคุมการป้อนจะถูกจับไปที่สถานีให้อาหารของโต๊ะหมุน
⣠โต๊ะหมุนจะหมุนตามเข็มนาฬิกาเพื่อเข้าสู่สถานีสร้างรูปร่างหูเสาหลักสำหรับการสร้างรูปร่างหูเสา;
⤠หมุนโต๊ะหมุนตามเข็มนาฬิกาเพื่อเข้าสู่สถานีทดสอบ ทดสอบความต้านทานภายในแรงดันไฟฟ้า สแกนโค้ดและอัปโหลดข้อมูล
⥠โต๊ะหมุนจะหมุนตามเข็มนาฬิกาเพื่อเข้าสู่สถานีตัดแท็บด้านซ้ายเพื่อตัดแท็บด้านซ้าย
⦠โต๊ะหมุนจะหมุนตามเข็มนาฬิกาและเข้าสู่แท่นตัดของแท็บด้านขวาเพื่อตัดแท็บด้านขวา
⧠โต๊ะหมุนเน่ากินตามเข็มนาฬิกา; ใส่แท็บศัลยกรรมพลาสติกรอง, ศัลยกรรมพลาสติกหูขั้วโลก;
⨠โต๊ะหมุนหมุนตามเข็มนาฬิกาเพื่อเข้าสู่สถานีจ่ายแบตเตอรี่ คายประจุแบตเตอรี่ และจับไปที่สายป้อนอาหารของอุปกรณ์ เซลล์หมุน 90°แล้วหมุน 180°.
2) ข้อกำหนดทางเทคนิค
â ความจุ (UPH): â¥1200pcs / h
â¡ อัตราการใช้อุปกรณ์: 98%
⢠อัตราที่ผ่านการรับรอง: 99.5%
⣠ช่วงเบี่ยงเบนของความยาวการตัดดึงเสา: ±0.2มม.
⤠อายุการใช้งานของเครื่องตัด â¥400000 ครั้ง
⥠ความแม่นยำในการทดสอบแรงดันไฟฟ้า: ±0.01% rdg ±3dgtï¼ตามความแม่นยำของผู้ทดสอบ);
⦠ความแม่นยำในการทดสอบความต้านทานภายใน: ±0.5% rdg.±5dgtï¼ตามความแม่นยำของผู้ทดสอบ);
⧠อัตราการตัดสินที่ผิดพลาด: ต้องเป็น 100% ในผลิตภัณฑ์ช่องทางตกลง และ 0.3% ในผลิตภัณฑ์ช่องทาง ng
⨠สแกนโค้ดของเซลล์ เชื่อมโยงและอัปโหลดข้อมูลทดสอบ
â© สามารถนำวัสดุออกจากถาดดูดพลาสติกที่ซ้อนกันได้ ถาดไม่สามารถเชื่อมต่อกับถาดได้ แบตเตอรี่จะไม่ได้รับความเสียหายในระหว่างกระบวนการเรียกคืน ถาดเปล่าหลังจากนำวัสดุออกจะถูกนำออกโดยอัตโนมัติและจัดเรียงเป็นปึก;
⪠ขนาดโดยรวม (ไม่รวมสายการประกอบ):
2200 (ยาว)*1200 (กว้าง)*1900 (สูง) มม.
â« ขนาดวัสดุ:
หมายเหตุ: Tเขารับน้ำหนักของโต๊ะยกแกนไฟฟ้าน้อยกว่าหรือเท่ากับ 40 กก.
|
Nฉัน |
ความยาว (มม.) |
ความกว้าง (มม.) |
ความหนา (มม.) |
Rเครื่องหมาย |
|
การดูด Pลาสติก Tเรย์ |
270-420 มม. |
215-350 มม. |
ความสูงซ้อนของหลายชั้น ⤠250มม. |
จำนวนเซลล์ไฟฟ้าในแต่ละแผงคือ 2-8 |
|
แบตเตอรี่ |
40-140มม. |
35-80มม. |
3-8มม. |
|
3) การกำหนดค่าคีย์
â เครื่องทดสอบ: Lanqi BK600A, 1 ชุด
â¡ ปืนสแกน: Honeywell 1 ชุด
(2) เครื่องเชื่อมเลเซอร์:
1) การดำเนินการตามหน้าที่
â แบตเตอรี่จะเข้าสู่เครื่องเลเซอร์ผ่านสายการประกอบการป้อน จากนั้นเครื่องมือควบคุมการป้อนจะจับไปที่ตำแหน่งรอง และแบตเตอรี่จะหมุน 90°;
â¡ ตัวจัดการการโหลดจะคว้าแบตเตอรี่จากตำแหน่งรองไปยังสถานีโหลดแบบแท่นหมุน และแบตเตอรี่จะหมุน 45°;
⢠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีสร้างหูขั้วโลกสำหรับการสร้างหูขั้วโลก;
⣠โต๊ะหมุนจะหมุนทวนเข็มนาฬิกาและเข้าสู่สถานีป้อนอาหารของแผ่นป้องกันเพื่อโหลดแผ่นป้องกัน
⤠โต๊ะหมุนหมุนทวนเข็มนาฬิกาและเข้าสู่สถานีกำหนดตำแหน่งแผ่นป้องกันเพื่อวางตำแหน่งแผ่นป้องกัน
⥠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีเชื่อมด้วยเลเซอร์สำหรับการเชื่อมด้วยเลเซอร์
⦠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่แบตเตอรี่
สถานีคายประจุ คายประจุแบตเตอรี่ และหยิบไปที่สายป้อนอาหารของอุปกรณ์
2) ข้อกำหนดทางเทคนิค
â ความจุ (UPH): â¥1200pcs / h;
â¡ อัตราการใช้อุปกรณ์: 98%;
⢠อัตราที่เข้าเกณฑ์: 99.5%;
⣠ความแม่นยำของตำแหน่งการเชื่อมด้วยเลเซอร์: ±0.02มม.
⤠ตรวจสอบตำแหน่งการเชื่อมของแผ่นป้องกันและตัวดึงอิเล็กโทรดของแกนไฟฟ้า และความแม่นยำของตำแหน่ง: ±0.1มม.
⥠การพิจารณาล่วงหน้าของการเชื่อมแบบจุด (เชื่อมเมื่อแผ่นป้องกันและตัวดึงอิเล็กโทรดของแกนไฟฟ้าถูกวางตกลง และดึงออกโดยไม่ต้องเชื่อมเมื่อ NG);
⦠มาตรฐานความแน่นในการเชื่อม: แรงดึงของวัสดุนิกเกิลและนิกเกิลâ¥2kgf, แรงดึงของอลูมิเนียมและวัสดุนิกเกิล⥠0.6กก.;
⧠พลังงานหูบวกและลบของการเชื่อมด้วยเลเซอร์สามารถตั้งค่าแยกกันและเปลี่ยนได้อย่างอิสระ (หมายเหตุ: ผู้ผลิตเครื่องเลเซอร์เป็นผู้รับผิดชอบรายการนี้ และผู้ผลิตตัวลวดมีหน้าที่รับผิดชอบในการกระตุ้น การเชื่อมต่อ ฯลฯ);
⨠ขนาดโดยรวม (ไม่รวมสายการประกอบ):
1200 (ยาว)*1200 (กว้าง)*1900 (สูง) มม.
â© ขนาดวัสดุ:
|
ชื่อ |
ความยาว (มม.) |
ความกว้าง (มม.) |
ความหนา (มม.) |
หมายเหตุ |
|
แผ่นป้องกัน |
25-80 มม. |
FPC ลดลง 5-30 มม. |
0.6-1.2มม. |
|
(3) เทปกาวสองหน้า + การดัดแผ่นนิกเกิลรูปตัว L + เครื่องดัดแผ่นป้องกัน:
1) การดำเนินการตามหน้าที่
â แบตเตอรี่จะเข้าสู่เทปกาวสองหน้า + การดัดแผ่นนิกเกิลรูปตัว L + เครื่องดัดแผ่นป้องกันผ่านสายการประกอบการป้อน หลังจากวางเซลล์ไฟฟ้าแล้ว เซลล์ไฟฟ้าจะถูกจับไปที่สถานีโหลดแผ่นเสียงโดยเครื่องมือจัดการการป้อน
â¡ หมุนโต๊ะหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีติดกาวเพื่อทำการติดกาวสองหน้าที่ปากถ้วยให้เสร็จสมบูรณ์
⢠โต๊ะหมุนหมุนทวนเข็มนาฬิกาและเข้าสู่สถานีดัดแผ่นนิกเกิลรูปตัว L เพื่องอแผ่นนิกเกิลรูปตัว L;
⣠โต๊ะหมุนจะหมุนทวนเข็มนาฬิกาและเข้าสู่สถานีสร้างรูปร่างเพื่อจัดรูปร่างแผ่นนิกเกิลรูปตัว L เพื่อให้แน่ใจว่าพอดี
⤠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีสร้าง FPC เพื่อจัดรูปร่าง FPC;
⥠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีดัดแผ่นป้องกันและงอแผ่นป้องกัน 90 °
⦠โต๊ะหมุนจะหมุนทวนเข็มนาฬิกาและเข้าสู่สถานีจ่ายแบตเตอรี่ การคายประจุแบตเตอรี่จะถูกจับโดยตรงโดยหุ่นยนต์ไปยังสายการประกอบการป้อนอาหารของอุปกรณ์
⧠หลังจากเสร็จสิ้นกระบวนการติดตั้งเปลือกยางด้วยตนเอง การพับแผ่นป้องกันด้วยตนเอง และการพับแผ่นผสมแบบอ่อนและแข็งด้วยตนเองบนสายการประกอบ แบตเตอรี่จะไหลเข้าสู่อุปกรณ์
2) ข้อกำหนดทางเทคนิค
â ความจุ (UPH): â¥1000pcs / h;
â¡ อัตราการใช้อุปกรณ์: 98%;
⢠อัตราที่ผ่านการรับรอง: 99.5%;
⣠เส้นผ่านศูนย์กลางด้านในของกระบอกกาวสองหน้า (มม.):â76;
⤠ความแม่นยำในการติดกาว: ±0.25มม.
⥠มุมดัด: น้อยกว่าหรือเท่ากับ 90;
⦠แกนไฟฟ้า แผ่นป้องกัน และส่วนประกอบต่างๆ จะต้องได้รับการปกป้องเพื่อป้องกันความเสียหาย
<1,049 <1,050⧠ขนาดโดยรวม (ไม่รวมสายการประกอบ):
<1,056 <1,057 <1,058 1200 (ยาว)*1200 (กว้าง)*1900 (สูง) มม.
<1,062 <1,063
<1,066 <1,067(4) เครื่องติดกาวหัวอัตโนมัติเต็มรูปแบบ:
1) ฟังก์ชั่นการดำเนินการ
â แบตเตอรี่จะเข้าสู่เครื่องติดกาวส่วนหัวผ่านทางสายป้อน หลังจากวางเซลล์ไฟฟ้าแล้ว เซลล์ไฟฟ้าจะถูกจับไปที่สถานีโหลดแผ่นเสียงโดยเครื่องมือควบคุมการป้อน
<1,090 â¡ หมุนโต๊ะหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีติดกาวส่วนหัวและติดกาวขึ้นรูปบนพื้นผิวด้านบนของแบตเตอรี่
<1,095 <1,096⢠หมุนโต๊ะหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีห่อกาว และพันหูทั้งสองด้านของกาวขึ้นรูปที่ด้านหลังของแบตเตอรี่
⣠โต๊ะหมุนจะหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีห่อกาวและพันด้านบนของหัวขึ้นรูปด้วยกาวที่ด้านหลังของแบตเตอรี่
⤠โต๊ะหมุนหมุนทวนเข็มนาฬิกาเพื่อเข้าสู่สถานีจ่ายแบตเตอรี่ คายประจุแบตเตอรี่ และจับไปที่สายป้อนอาหารของอุปกรณ์
2) พารามิเตอร์ทางเทคนิค
â ความจุ (UPH): â¥1100pcs / h;
â¡ อัตราการใช้อุปกรณ์: 98%;
⢠อัตราที่เข้าเกณฑ์: 99.5%;
⣠เส้นผ่านศูนย์กลางด้านในของกระบอกกาวสองหน้า (มม.): â76;
⤠ความแม่นยำในการติดกาว: ± 0.25มม.
⥠ขนาดโดยรวม (ไม่รวมสายการประกอบ):
1400 (ยาว)*1200 (กว้าง)*1900 (สูง) มม.
5.ข้อกำหนดทั่วไปสำหรับอุปกรณ์
(1) ข้อกำหนดการใช้งานทั่วไป
1) อุปกรณ์สถานีแต่ละเครื่องสามารถเลือกการทำงานอิสระหรือการดำเนินการเชื่อมโยง และบันทึกข้อมูลตามความต้องการของแต่ละโมดูลได้
2) สามารถเปลี่ยนฟิกซ์เจอร์เครื่องมือได้และสามารถใช้ได้กับผลิตภัณฑ์รุ่นอื่น ๆ
3) ชิ้นส่วนที่สึกหรอง่ายจะต้องเปลี่ยนแยกต่างหาก
4) จะต้องดำเนินการป้องกันการลื่นไถลสำหรับสกรูในสถานีที่มีกิจกรรมและความแข็งแกร่งของอุปกรณ์สูงและต้องติดตั้งเหล็กจัดฟันบนรูสกรูบนเบกาไลท์และชิ้นส่วนอื่น ๆ
5) หลีกเลี่ยงหรือป้องกันชิ้นส่วนที่อาจสร้างความเสียหายให้กับแกนไฟฟ้า เช่น การตก การกระแทก การขีดข่วน การเชื่อม ฯลฯ
6) การบำบัดด้วยไฟฟ้าสถิตของอุปกรณ์ทั้งหมดจะต้องเป็นไปตาม
ข้อกำหนดของบริษัท และส่วนสัมผัสของแผ่นป้องกันจะต้องทำจากวัสดุป้องกันไฟฟ้าสถิตย์
7) อุปกรณ์แต่ละชิ้นจะต้องติดตั้งอุปกรณ์ให้แสงสว่างแยกกัน และต้องมีหลอดประหยัดไฟ
8) การปกป้องผลิตภัณฑ์และการควบคุมคุณภาพ:
â ไม่ต่ำกว่าข้อกำหนดของการดำเนินการสายการผลิตแบบแมนนวลที่มีอยู่ (ดูรายละเอียดผังกระบวนการผลิตภัณฑ์)
â¡ ขั้นตอนการดำเนินการกำหนดให้บาร์โค้ดของแบตเตอรี่ถูกผูกไว้เพื่อรับรู้ถึงการปิดการ์ด เพื่อหลีกเลี่ยงไม่ให้การประมวลผลและการไหลออกของผลิตภัณฑ์ที่มีข้อบกพร่อง
(2) ข้อกำหนดด้านความปลอดภัยทางกล
1) ปฏิบัติตามมาตรฐานความปลอดภัยแห่งชาติและกฎระเบียบด้านความปลอดภัยและสุขภาพแห่งชาติ
2) อุปกรณ์จะต้องมีมาตรการป้องกันความปลอดภัยที่ดีและครอบคลุม เช่น ตาข่ายป้องกัน การป้องกันตาแมว ตะแกรงป้องกัน และอุปกรณ์ป้องกันอื่น ๆ ชิ้นส่วนที่หมุนได้ ชิ้นส่วนที่เป็นอันตราย และชิ้นส่วนที่เป็นอันตรายบนอุปกรณ์จะต้องมีอุปกรณ์ป้องกัน
3) อุปกรณ์ป้องกันและสิ่งอำนวยความสะดวกอื่น ๆ จะต้องป้องกันไม่ให้ผู้ปฏิบัติงานเข้าสู่พื้นที่อันตรายในการปฏิบัติงาน หรือเมื่อบุคลากรเข้าไปในพื้นที่อันตรายโดยไม่ได้ตั้งใจ อุปกรณ์สามารถรับรู้ถึงการดำเนินการป้องกันที่สอดคล้องกัน ซึ่งไม่น่าจะทำให้เกิดการบาดเจ็บต่อบุคลากร กล่าวคือ การป้องกัน อุปกรณ์จะต้องตระหนักถึงการเชื่อมโยงและเชื่อมต่อกับระบบควบคุมอุปกรณ์
4) ชิ้นส่วนและส่วนประกอบที่เคลื่อนย้ายได้ซึ่งได้รับการปรับแต่งและบำรุงรักษาบ่อยครั้งจะต้องติดตั้งฝาครอบป้องกันที่สามารถเคลื่อนย้ายได้ หากจำเป็น จะต้องติดตั้งอุปกรณ์ประสานเพื่อให้แน่ใจว่าชิ้นส่วนที่เคลื่อนย้ายได้ไม่สามารถสตาร์ทได้โดยไม่ปิดอุปกรณ์ป้องกัน (รวมถึงฝาครอบป้องกัน ประตูป้องกัน ฯลฯ) เมื่อเปิดอุปกรณ์ป้องกัน (รวมถึงฝาครอบป้องกัน ประตูป้องกัน ฯลฯ) อุปกรณ์จะหยุดโดยอัตโนมัติทันที
5) การส่งผ่าน การกระทำ การแผ่รังสี และส่วนอื่น ๆ ของอุปกรณ์จะต้องมีอุปกรณ์ป้องกันหน้าจอที่ดี
6) กลไกการทำงานของอุปกรณ์ เช่น ที่จับ วงล้อมือ และแกนดึง จะต้องตั้งค่าให้ใช้งานได้สะดวก ปลอดภัย และประหยัดแรงงาน มีเครื่องหมายที่ชัดเจน สมบูรณ์ มั่นคง และเชื่อถือได้
(3) ข้อกำหนดด้านความปลอดภัยทางไฟฟ้า
1) ระบบควบคุมสามารถมั่นใจได้ว่าการจ่ายพลังงานของอุปกรณ์จะไม่ก่อให้เกิดอันตรายในกรณีที่มีความผิดปกติ และอุปกรณ์จะไม่ได้รับความเสียหายหรือทำร้ายบุคลากร
2) ระบบควบคุมจะต้องอยู่ห่างจากบริเวณที่ไวไฟ ระเบิดได้ อุณหภูมิสูง ความชื้นสูง และพื้นที่ที่มีการกัดกร่อนสูง หากหลีกเลี่ยงไม่ได้ จะต้องกำหนดมาตรการป้องกันที่จำเป็น และตู้ควบคุมจะต้องมีสภาวะการกระจายความร้อนที่ดี สายควบคุมต้องแน่ใจว่าจะไม่ก่อให้เกิดอันตรายแม้ว่าสายจะล้มเหลวหรือเสียหายก็ตาม
3) ระบบควบคุมต้องอยู่ในตำแหน่งที่สะดวกต่อการปฏิบัติงานและการสังเกตของผู้ปฏิบัติงาน อุปกรณ์นี้มีปุ่มหยุดฉุกเฉินที่จำเป็นตามเงื่อนไขเฉพาะ กลไกการหยุดฉุกเฉินจะต้องล็อคตัวเอง และสีของการทำงานของมันเป็นสีแดง หากมีสีพื้นหลังสีพื้นหลังจะเป็นสีดำ ส่วนการทำงานของสวิตช์ควบคุมด้วยปุ่มต้องเป็นแบบกดฝ่ามือหรือแบบหัวเห็ด
4) ระบบควบคุมไฟฟ้าของอุปกรณ์: พร้อมฟังก์ชั่นป้องกันการโอเวอร์โหลดและป้องกันการลัดวงจร
5) ในระหว่างการตรวจสอบ การปรับ และการบำรุงรักษา อุปกรณ์การผลิตที่ต้องสังเกตพื้นที่อันตรายหรือส่วนต่างๆ ของร่างกายมนุษย์จำเป็นต้องขยายไปยังพื้นที่อันตรายจะต้องป้องกันไม่ให้สตาร์ทผิดพลาด เมื่ออุปกรณ์อาจเป็นอันตรายต่อความปลอดภัยส่วนบุคคลเนื่องจากการสตาร์ทโดยไม่ได้ตั้งใจ จะต้องกำหนดค่าอุปกรณ์ป้องกันความปลอดภัยที่จำเป็นเพื่อป้องกันการสตาร์ทโดยไม่ได้ตั้งใจ
6) เมื่อไฟฟ้าดับโดยไม่ได้ตั้งใจแล้วเปิดใหม่อีกครั้ง อุปกรณ์จะต้องสามารถหลีกเลี่ยงการทำงานที่เป็นอันตรายได้
7) มีการใช้ระบบจ่ายไฟห้าสายสามเฟส และใช้มาตรการการเชื่อมต่อที่เป็นกลางในการป้องกันสำหรับเปลือกอุปกรณ์
8) ระหว่างการทำงานของอุปกรณ์ เมื่อส่วนประกอบล้มเหลวหรือ
ได้รับความเสียหาย ตัวอุปกรณ์เองมีมาตรการป้องกันที่สอดคล้องกัน ซึ่งไม่สามารถทำให้ตัวอุปกรณ์เสียหายหรือเป็นอันตรายต่อผู้ปฏิบัติงานได้ มาตรการป้องกันส่วนใหญ่ประกอบด้วย: การป้องกันเวลาทำงานของการดำเนินการ: เมื่อเวลาทำงานจริงของการดำเนินการเกินค่าปกติ มันจะส่งสัญญาณเตือน การป้องกันการทำงานผิดพลาด: เนื่องจากการปิดผนึกที่หละหลวมและการระบายแรงดันของท่อ จะต้องมีการแจ้งเตือนเมื่อชิ้นส่วนที่ไม่ควรกระทำการ
9) มีมาตรการป้องกันการสึกหรอของสายไฟบริเวณทางออกของตู้จ่ายไฟ และไม่มีขั้วต่อตรงกลางสายไฟ
6.ยี่ห้อและรายการบรรจุภัณฑ์ของชิ้นส่วนสำคัญ
(1) ยี่ห้อชิ้นส่วนสำคัญ:
|
ไม่ใช่. |
หมวดชิ้นส่วนมาตรฐาน |
คำอธิบายฟังก์ชันและข้อจำกัดของแบรนด์ |
|
1 |
เฟรม |
การอบสีพื้นผิว |
|
2 |
กระดานใหญ่ |
พื้นผิวจะต้องชุบด้วยไฟฟ้าด้วยความหนา 20 มม. |
3 |
ชิ้นส่วนกลึง |
การพ่นทรายและการบำบัดออกซิเดชั่นสำหรับชิ้นส่วนอะลูมิเนียม และการชุบด้วยไฟฟ้าสำหรับชิ้นส่วนเหล็ก |
|
4 |
คน-เครื่องจักร |
แบรนด์จำกัดเฉพาะไวลอน |
|
5 |
บมจ |
Omron มีการรับประกันสามปีและขอสงวนพอร์ต 10% |
|
6 |
พาวเวอร์ซัพพลาย |
Omron, Delta, Mingwei และอุปกรณ์จ่ายไฟแบบสวิตชิ่งอื่นๆ |
|
7 |
เซนเซอร์ |
พานาโซนิค, เคิร์นส์, ออมรอน |
|
8 |
อุปกรณ์ควบคุมไฟฟ้า |
สายไฟและชิ้นส่วนไฟฟ้าอื่น ๆ ต้องเป็นแบรนด์คุณภาพสูงในประเทศอย่างน้อย |
|
9 |
คอนแทคเตอร์ |
ชไนเดอร์, ออมรอน |
|
10 |
ปุ่ม |
ชไนเดอร์, ออมรอน |
|
11 |
มอเตอร์ธรรมดา |
ซินไถจวง |
|
12 |
สเต็ปเปอร์มอเตอร์ |
เรเยส |
|
13 |
เซอร์โวมอเตอร์ |
พานาโซนิค ฟูจิ |
|
14 |
บอร์ด I/O |
เล่อไซ นี กูเกา |
|
15 |
กระบอกธรรมดา |
ยาเดเค SMC |
|
16 |
กระบอกสูบไร้ก้าน |
ยาเดเก SMC |
|
17 |
โซลินอยด์วาล์ว |
ยาเดเกะ |
|
18 |
การผสมผสานการบำบัดแหล่งก๊าซ |
ยาเดเกะ |
|
19 |
แบริ่งหรือแบริ่งเชิงเส้น |
Mismi, NSK, THK และแบรนด์อื่นๆ |
|
20 |
ไกด์ |
Shanghai Bank, THK และแบรนด์อื่นๆ |
|
21 |
โมดูลเชิงเส้น |
เงินเซี่ยงไฮ้, Mismi และแบรนด์อื่นๆ |
|
22 |
ชิ้นส่วนมาตรฐานโครงสร้าง |
Shanghai silver, Mismi และแบรนด์อื่นๆ |
|
23 |
ไอพีซี |
เอี้ยนเซียง |
|
24 |
มอนิเตอร์ |
ฟิลิปส์ |
(2) รายการบรรจุภัณฑ์
|
ไม่ใช่ |
ชื่อ |
ปริมาณ |
หมายเหตุ |
|
1 |
<2549
รายการบรรจุภัณฑ์ |
1 ชุด |
|
|
2 |
ใบรับรองความสอดคล้อง |
1 ชุด |
|
|
3 |
คู่มือการใช้งาน |
2 ชุด |
|
|
4 |
การเขียนแบบการตัดเฉือนชิ้นส่วนที่เปราะบาง |
1 สำเนา |
|
|
5 |
แผนผังไฟฟ้า |
2 ชุด |
ไฟล์อิเล็กทรอนิกส์ |
|
6 |
แผนผังการเชื่อมต่อ IO |
2 ชุด |
|
|
7 |
คู่มือการบำรุงรักษาอุปกรณ์ |
1 สำเนา |
|
|
8 |
รายการชิ้นส่วนที่มีความเสี่ยง |
1 สำเนา |
ไฟล์อิเล็กทรอนิกส์ |









1 แพคเกจส่งออกมาตรฐาน: การป้องกันการชนกันภายใน, บรรจุภัณฑ์กล่องไม้ส่งออกภายนอก
2 จัดส่งโดยด่วนทางอากาศทางทะเลตามความต้องการของลูกค้าเพื่อค้นหาวิธีที่เหมาะสมที่สุด
3 รับผิดชอบต่อความเสียหายในระหว่างขั้นตอนการจัดส่งจะเปลี่ยนส่วนที่เสียหายให้คุณฟรี

หมวดหมู่
สินค้าใหม่

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588

ผู้จัดการฝ่ายขาย:เดวิด อีเมล:David@tmaxcn.com วีแชท:18659217588
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

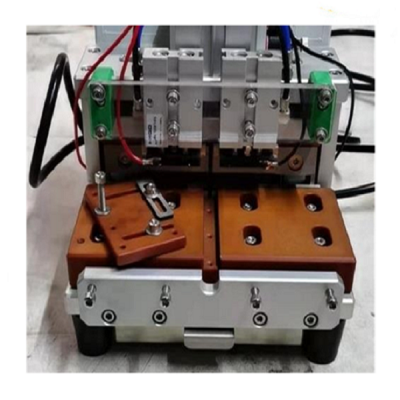
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
หากมีข้อสงสัยเกี่ยวกับผลิตภัณฑ์หรือรายการราคาของเรา โปรดแจ้งเราแล้วเราจะติดต่อกลับภายใน 24 ชั่วโมง
© ลิขสิทธิ์: 2026 Xiamen Tmax Battery Equipments Limited สงวนลิขสิทธิ์.

IPv6 รองรับเครือข่าย

















